PE/PP管材生產線
SJPE-75/36單螺桿擠出機(內層擠出) 1臺
1.1 螺桿直徑:75mm;
1.2 螺桿長徑比:36/1;
1.3 螺桿轉速:12-120r/min;
1.4 螺桿、機筒材質:38CrMoAlA,滲氮、衍磨處理;
1.5 驅動功率:110KW,交流電機,變頻調速;
1.6 螺桿結構:高效屏障型螺桿,帶特殊混煉段,大大提高了塑化質量和產量;
1.7 機筒結構:*的非對稱開槽機筒設計,螺桿料筒金遼端采用雙合金,大大提 高了螺桿機筒的耐磨性,五段溫度控制,加熱功率26kw,冷卻功率2.75kw;
1.8 減速箱(軸承采用NSK):減速箱采用立式結構,冷卻方式為強制循環油冷卻, 附有循環水冷卻系統。高扭矩、低噪音,硬齒面齒輪,磨齒工藝處理,加重型推 力軸承;
1.9 自動上料機、干燥機:自動上料機感應式設計,輸送能力500kg/h,帶有缺料 報警功能。干燥機采用干燥、儲料一體式設計,自動控溫智能顯示,料斗容積 100L,全不銹鋼內襯。
1.10 溫度控制:西門子PLC控制系統,雙PID溫度控制,溫度控制精度±1℃。
1.11速度控制:西門子PLC控制系統,運行速度平穩無級調整,數臺設備同步調整。
SJPE-90/36單螺桿擠出機(外層擠出) 1臺
2.1 螺桿直徑:90mm
2.2 螺桿長徑比:36/1
2.3 螺桿轉速:9-90r/min
2.4 螺桿、機筒材質:38CrMoAlA,滲氮、衍磨處理
2.5 驅動功率:160KW,交流電機,變頻調速
2.6 螺桿結構:高效屏障型螺桿,帶特殊混煉段,大大提高了塑化質量和產量;
2.7 機筒結構:采用非對稱開槽機筒設計,螺桿料筒金遼端采用雙合金,大大提高 了螺桿機筒的耐磨性,六段溫度控制,加熱功率31.2kw,冷卻功率3.3kw;
2.8 減速箱(軸承采用NSK):減速箱采用立式結構,冷卻方式為強制循環油冷卻, 附有循環水冷卻系統。高扭矩、低噪音,硬齒面齒輪,磨齒工藝處理,加重型推 力軸承;
2.9 自動上料機、干燥機:自動上料機感應式設計,輸送能力750kg/h,帶有缺料報 警功能。干燥機采用干燥、儲料一體式設計,自動控溫智能顯示,料斗容積200L, 全不銹鋼內襯;
2.10 溫度控制:PLC控制系統,雙PID溫度控制,溫度控制精度±1℃。
2.11 速度控制:PLC控制系統,運行速度平穩無級調整,數臺設備同步調整。
PE/PP管材生產線
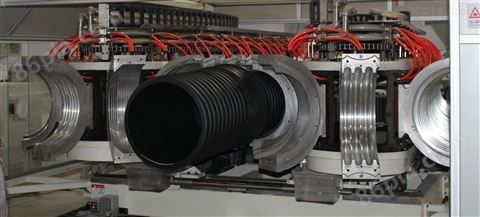
3.600H高速水冷型波紋成型機 1臺
3.1波紋成型機以全新的臥式結構布置,成型機剛性更高,重心更低,運行更平穩, 更便于操作和維護;
3.2 波紋成型模塊采用創新的壓力水直冷結構,使冷卻介質以較高的流速在模塊內 部進行循環,冷卻效率高,從而確保生產線具有更高的產量,產量可達 1200kg/h(HDPE).
3.3 創新的成型機結構設計,使左右機架自由開合,為靈活生產帶來*的便利。 左右機架在更換不同規格模塊或在空載停機的情況下,通過簡單操作即可實現開 合,能有效避免波紋成型模塊“抱住”模頭而導致繁瑣的調整工作,從而提升設 備使用和維護的便利性;
3.4 *的成型模塊運行軌道設計,可使成型模塊正反雙向運轉;
3.5 成型機的中心高固定,而且無需調整成型機的機架或者平臺,使用、操作更簡 單;
3.6 *的模塊制造技術,使精密鑄造的波紋模塊中冷卻通道和真空通道單獨布置
模塊強度高使用壽命長,確保管材的高質量、高效率生產;
3.7 自動潤滑系統,設有多個潤滑點,可設定潤滑時間和頻率自動運行;
3.8 成型機位置電動調整,并具有完善的測量、反饋裝置;精確顯示每個維度的調 整量。
3.9 成型機具有緊急狀態下退出功能;
3.10 西門子控制系統,采用模塊化的控制方案,具有*的兼容性,控制精度高, 可靠性高。
PE/PP管材生產線