
當前位置:常州優泰橡塑機械有限公司>>塑料片材擠出機>>塑料自動化擠出機>> Y-T塑料自動化擠出機
塑料自動化擠出機生產中使用的模具,根據不同的產品和工藝要求,模芯和模套的配合是不一樣的。擠塑對配模的準確性要求高,若擠出片材性能不好是由于模芯和模套的配合角差決定壓力的大小,影響著塑料層質量和擠出產量;模芯和模套尺寸也直接決定著擠出產品的幾何形狀尺寸和表面質量,模套成型部分孔徑必須考慮解除壓力后的“膨脹"以及冷卻后的收縮等綜合因素。
在使用PVC電纜料時,可能會出現氣孔、表面粗糙、發脆等現象。我們詳細討論一下這些現象都是造成的:
一、電纜料氣孔問題:
造成此問題的原因主要有兩個,一種是水分的問題,一種是降解問題。
1、原料中水分偏高。有可能水分超標的原料有PVC樹脂、增塑劑、填料和穩定劑,由于添加量比較大,PVC樹脂和填料應作為檢查的重點。這種狀況,一般在捏合過程和擠出機抽真空處會有所表現。
2、配方體系穩定性差或物料高溫停留時間過長,物料分解而導致氣孔出現。此問題嚴重時,一般會伴有顏色的變化。
二、電纜料表面粗糙:
表面粗糙分兩種,一種是疙瘩,一種是麻點。
1、疙瘩現象:
主要是:由一些混合時分散不均勻的粉料聚集體,擠出過程中不能塑化,被塑化的PVC物料包覆一起由口模擠出,而在電纜料中形成的。
PVC樹脂的魚眼和未充分吸收增塑劑的PVC樹脂顆粒,也會造成疙瘩現象,但一般比較小。
如今的配方,追求填料更細更多,填料表面如果處理不好,混合時效果不佳,出現團聚現象的幾率會比較大。只不過團聚程度的大小以及電纜料中表現是否嚴重?是否成為了問題?
2、麻點問題:
麻點相對要復雜一些,一般認為和物料中跑出的小分子物質有關。這些小分子物質來源于樹脂本身、增塑劑、潤滑劑。
由于擠出造粒生產電纜料時,都需要抽真空,按道理這些小分子物質應該被抽提走,但為*還會出現呢?通過分析發現,其實這些小分子物質更多是抽真空后,物料中產生出來的,很多是來自量不是很大的潤滑劑,當然也有增塑劑中的。
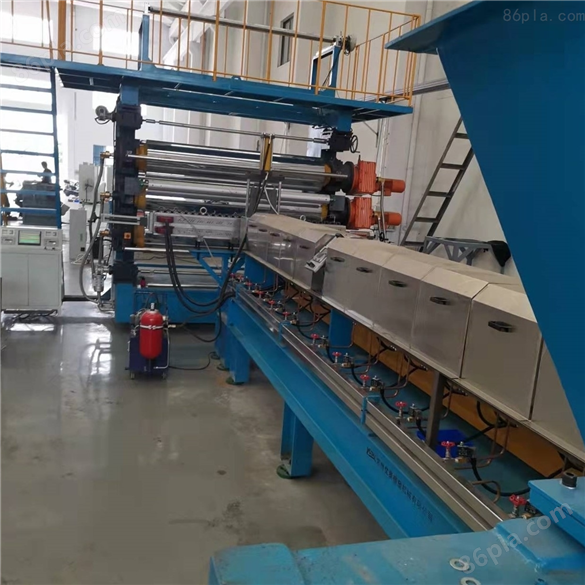
塑料自動化擠出機設備配置:
密煉機----提升機------錐雙喂料機---------單螺桿擠出機-----液壓自動板式換網------模具-----三輥壓光機---------冷卻導輥支架------切斷機-------收卷機
請輸入賬號
請輸入密碼
請輸驗證碼
掃一掃訪問手機商鋪
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,塑料機械網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。







 塑料機械網
塑料機械網