
當前位置:青島騰華海機械設備有限公司>>塑料機械>>異型材設備>> 3mm-6mm一出三聚丙烯PP塑料焊條絲生產設備





一出三聚丙烯PP塑料焊條絲生產設備工藝流程:塑料異型材采用單螺桿擠出機擠出成型或雙螺桿擠出機擠出成型,其工藝流程為:塑化造粒→單螺桿擠出成型/塑料混合→真空定型→冷卻→牽引→切割→堆放
PP焊條設備的主要設備有擠出機、機頭、定型裝置、牽引裝置和切割裝置等。
①擠出機成型異型材的擠出機可以是單螺桿或雙螺桿擠出機。雙螺桿擠出機具有很好的混煉塑化能力,物料在擠出機中的停留時間短,而且擠出的產量大,擠出速度快,一般可達到2~4m/min,特別適合于硬質聚氯乙烯(UPVC)粉料的直接加工大規格異型材(如PVC塑料門窗等)大規模的生產。
對于聚烯烴類的異型材,或小批量以及截面尺寸小的PVC異型材的生產,一般選擇單螺桿擠出機。成型加工聚烯烴類的異型材時,螺桿的直徑D通常為Φ45~120mm,長徑比L/D≥20成型PVC異型材時,一般螺桿直徑D為45~65mm,長徑比L/D在20左右。
②機頭機頭是制品成型的主要部件,物料在擠出機機筒內經塑化成熔融態后,被擠入機頭,此時在機筒內呈圓柱形的熔料便隨機頭內空腔截面形狀的變化而逐漸變形,并且形成一定的壓力,使物料在機頭內得到壓實,形成與機頭通道截面及幾何尺寸相似的密實的型坯被擠出口模,再經過冷卻定型等,得到性能良好的異型材制品。
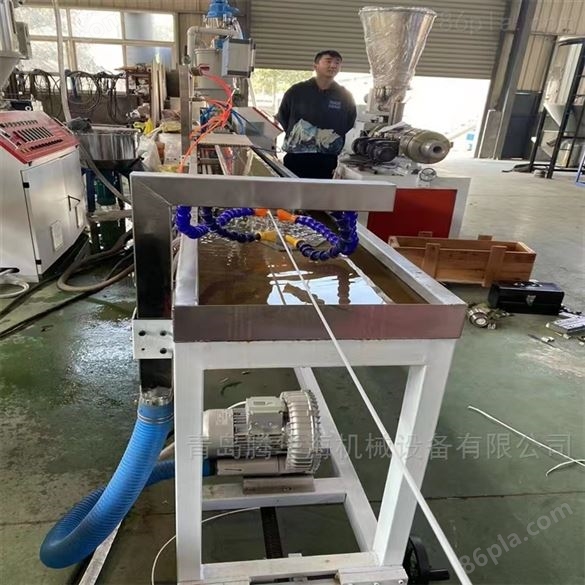
③定型裝置定型裝置的作用是將從口模中擠出塑料的既定形狀穩定下來,并且對其進行精整,從而得到截面尺寸更為精確、表面更為光亮的制品。定型裝置不僅決定制品的尺寸精度,同時也是影響擠出速度的關鍵因素。
④牽引裝置牽引裝置的作用是克服型材在定型模內的摩擦阻力而均勻地牽引型材,使擠出過程穩定進行。由于異型材形狀復雜,有效面積上摩擦阻力大,要求牽引力也較大,同時為保證型材壁厚、尺寸公差、性能及外觀要求,必須使型材擠出速度和牽引速度匹配。
⑤切割裝置 為使擠出異型材滿足運輸、儲存和裝配的要求,需將連續擠出的制品切成一定的長度。一般用行走式圓鋸。由行程開關控制型材夾持器和電動圓鋸片,夾持器夾住型材,鋸座在型材擠出推力或牽引力的推動下與型材同步運動,鋸片開始切割,切斷后夾持器松開,鋸片回復原位,完成型材切割的工作循環。
一出三聚丙烯PP塑料焊條絲生產設備的擠出操作應注意哪些方面?
(1)操作人員必須熟悉自己操作的擠出機,開車前應詳細檢查各部件的情況,運轉機構是否正常,潤滑系統是否符合規定,電氣系統是否正常,儀表是否正常,溫度控制是否靈敏,冷卻水是否暢通。
(2)機器要經常保持清潔和良好的潤滑狀態,經常檢查各齒輪箱的潤滑油面高度,檢查恒溫油箱的液面高度,正常使用半年左右應更換各類油品。
(3)經常檢查和清除磁力架上的金屬雜質,防止損壞機筒、螺桿。
(4)每次開機時要由慢到快,逐步提高螺桿的轉速,而不能突然大幅度提高螺桿轉速。
(5)開機待物料從機頭擠出后緩慢引至定型冷卻裝置,并且用牽引繩牽引至定型模中,再調節合適的牽引速度及定型模與機頭的距離。
(6)在運轉過程中如發現機器不正常,應立即停車檢查,排除故障后再啟動。
(7)當需要停機時,應正常停機,在停機前必須用清洗料將螺桿、機筒之間的余料排空,以免殘余的物料分解造成腐蝕。
我公司的質量保證服務:
免費為客戶提供廠房、設備安裝設計,供需方參考。
免費為客戶培訓設備維修、操作人員(包括機械和電器)并推薦開機師傅給買方。
免費為客戶進行設備安裝布置設計及安裝調試,并在安裝調試過程中對需方操作人員進行二次培訓。
在接到客戶服務通知后24-48小時內,對客戶服務通知做出立即反應,如需要將在48-72小時內趕到客戶現場進行服務;
眾諾公司將定期對客戶設備進行維修;
設備質保期過后,公司將以優惠價為客戶提供及時快捷的零配件供應。
設備質保期1年,設備終身維修。



請輸入賬號
請輸入密碼
請輸驗證碼
掃一掃訪問手機商鋪
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,塑料機械網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。














 塑料機械網
塑料機械網