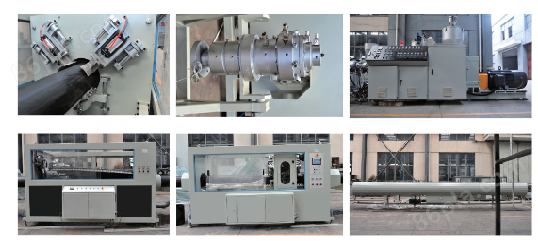
給水管材工業生產線用于生產PE塑料管材,規格從φ20mm-1200mm設備性能*塑化效果產量都有明顯提高
給水管材工業生產線簡介:
1、該機的擠出機的螺桿采用屏障式結構,機筒擁有*的溝槽式結構,以便達到良好的塑化和混煉效果。HDPE(PP、ABS)大口徑管材則采用籃式模具的特殊設計,降低溶解溫度和主機壓力,達到很好的混合效果,從而使產量得到保證。
2、冷卻和定徑系統的*設計,使用水循環冷卻HDPE(PP、ABS)原料,都適合上述原料的冷卻。設計上的*性可以提高直徑尺寸的穩定性和圓整度,滿足厚壁管生產的需要。
真空定徑箱的特殊設計,可以確保直徑尺寸的穩定和圓整度,速度控制系統,使牽引速度穩定。整條生產線可采用PLC控制,液晶屏幕控制面板,操作簡便。可以配備色標擠出機,使生產的管材有色標線。
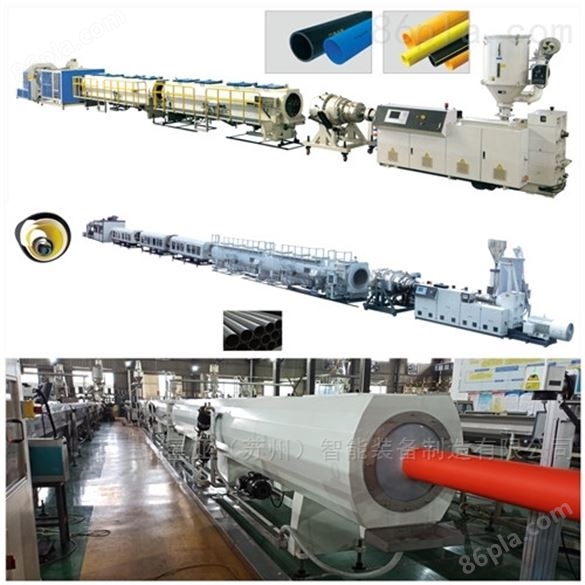
配套單螺桿擠出機(常規采用單螺桿擠出機,如有特殊情況將有所不同,平行雙螺桿擠出機和錐形雙螺桿擠出機根據實際情況而定),適臺PE樹臘擠出,產量高,高產量可達1OOO公斤每小時(PP、ABS產量可聯系我們了解)。
1、本生產線設計合理,采用安全生產設計,獲得CE質量安全認證。
2、管材直徑范圍16mm-1200mm,可換算成英寸制,符臺客戶的特殊要求。
3、原料上料機可采用真空上料機,具體配置根據實際情況配置。
4、本公司牽引機型號齊全,可滿足各種管徑要求。
各種規格如下:

給水管材工業生產線注意事項:
1、需要定期檢查管路泄漏及緊固件緊固狀況。
2、定期檢查潤滑系統的可靠性,并按規定對運動部件進行潤滑,檢查潤滑泵油箱和機座油箱的油量是否足夠。
3、經常檢查機器的安全裝置是否正常有效,特別是更換模具后要檢查機械保險是否作了相應調整。
4、定期檢查地線連接情況及電器元件的絕緣和電線的老化情況。
5、定期檢查油液過濾網或填料的情況,及時清洗和更換,經常注意油質是否被污染和變質。當液壓油變成黑褐色發出臭味時,是氧化變質的表現,應盡快更新液壓油;當液壓油中有小黑點或透明亮點時,說明有雜質或金屬粉末混入,應過濾或換油。
6、螺桿、料筒等重要零部件的保養須按說明書要求進行。
7、冷卻器每工作5~10個月需用四氯化碳溶液進行浸泡清洗。
8、根據運行時間定期對塑料管材設備進行若干次保養和修理,以清洗、潤滑、調整、解體、檢修為中心內容進行。



















 塑料機械網
塑料機械網