塑鋁穩態管生產線,鋼塑復合管生產線,PPR管材生產線
塑料機械網收藏該商鋪
點擊瀏覽大圖收藏此產品
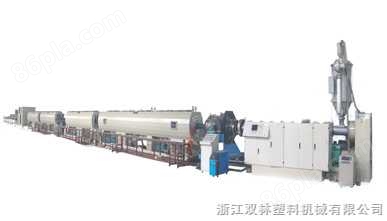
大口徑高密度聚乙烯給水、燃氣管材擠出生產線
該生產線是我公司采用歐洲*技術,經消化吸收、成功研制的新型管材生產線。
1.使用低溫低壓高效擠出系統,采用BM減壓結構高效螺桿結構和輸送結構,提高制品的塑化效果和擠出能力,產能同比提高10-15%
2.模具溫度控制:針對大型模具溫度飄逸不穩定問題,溫度控制采用加熱冷卻雙向PID控制技術,在PID運算中加入Super超調抑制技術,防止溫度過沖,并且采用動態PID參數自整定和人為加入經驗縫隙技術和去除冷熱干涉現象技術,使溫度控制精度達到±0.5%。模具加熱器分布采用摸體外部及內部多區平衡控溫結構,實現溫度平衡及溫度局部調節功能
3.使用米重控制技術實現生產過程中管材*壁厚和米重控制,降低管材材料成本,同比重量成本降低3-5%(根據客戶需求配置)
4.真空旁路輔助控制國內*,提高大口徑管材開機進入正常生產速度,減少開機定型時間,提高產品材料單位合格率,同比提高2—3%
5.真空冷卻箱噴淋裝置高效冷卻箱;由于生產制品管徑不同,常規噴淋系統不能調節噴淋冷卻位置和角度,容易使得管材制品產生應力問題,并且由于噴淋角度不能調節從而容易產生水印嚴重影響產品表面質量,而根據管材制品規格調節噴淋角度很好的解決了該現象。
6.牽引驅動采用無級調速和CANopen總線PG速度與閉環反饋速度功能,保證全線生產穩定和速度同步。 機械傳動方式采用國內*的具有自主知識產權的行星輪結構,傳動效率高,噪音底,速度平穩。
7.切割機采用雙軌支撐公轉結構,解決大型切割機切割結構的震動和不穩定現象,切割機液壓采用具有自主知識產權的液位平衡系統,解決切割系統中的液壓回路氣穴爬行問題。前后支撐托滾采用分別控制調節結構,實現對管材的真確接觸支撐功能。采用速度反饋復位記長技術使管材長度切割精度達到≤2‰ 。
技術特點:
該生產線由高效大擠出量單螺桿擠出機、真空定徑箱、噴淋冷卻箱、三爪(或四爪、六爪)牽引機、行星切割機、成品架組成,配螺旋或籃式擠出模具,采用PLC控制系統,人機對話界面。
技術參數:
塑料管材擠出生產線
全部產品列表
聯系方式
浙江雙林塑料機械有限公司
采購或詢價產品,請直接撥打電話聯系
聯系人:李星


 QQ交談
QQ交談 MSN交談
MSN交談