
今日要聞
-
1
 第10屆視環(huán)會秋季展-環(huán)保行業(yè) 【詳細(xì)】
第10屆視環(huán)會秋季展-環(huán)保行業(yè) 【詳細(xì)】 -
2
 距開幕僅剩1天,2024視環(huán)會秋 【詳細(xì)】
距開幕僅剩1天,2024視環(huán)會秋 【詳細(xì)】 -
3
 倒計時不足3天!所有展商和展 【詳細(xì)】
倒計時不足3天!所有展商和展 【詳細(xì)】 -
4
 本屆展會覆蓋照明全產(chǎn)業(yè)鏈,行 【詳細(xì)】
本屆展會覆蓋照明全產(chǎn)業(yè)鏈,行 【詳細(xì)】 -
5
 3月5日,寧波市塑料機械行業(yè)協(xié) 【詳細(xì)】
3月5日,寧波市塑料機械行業(yè)協(xié) 【詳細(xì)】 -
6
協(xié)會動態(tài)丨塑料機械用拉桿標(biāo)準(zhǔn)立項
 2025年3月6日,由浙江省塑料機 【詳細(xì)】
2025年3月6日,由浙江省塑料機 【詳細(xì)】 -
7
關(guān)于召開浙江省橡膠塑料機械團(tuán)體標(biāo)
 經(jīng)研究,決定召開浙江省橡膠塑 【詳細(xì)】
經(jīng)研究,決定召開浙江省橡膠塑 【詳細(xì)】 -
8
 2月26日從吉林石化公司獲悉, 【詳細(xì)】
2月26日從吉林石化公司獲悉, 【詳細(xì)】 -
9
 2025年2月24日,三一重能在京 【詳細(xì)】
2025年2月24日,三一重能在京 【詳細(xì)】 -
10
 2月27日,第二批上海市創(chuàng)新型 【詳細(xì)】
2月27日,第二批上海市創(chuàng)新型 【詳細(xì)】 -
11
 當(dāng)?shù)貢r間3月5日,為期三天的意 【詳細(xì)】
當(dāng)?shù)貢r間3月5日,為期三天的意 【詳細(xì)】 -
12
 不管你是汽車工程師、設(shè)計師, 【詳細(xì)】
不管你是汽車工程師、設(shè)計師, 【詳細(xì)】
推薦展會
更多 > >
-

-

-
 地點: 西安市 開展時間: 2025-03-13 舉辦單位: 中國機械工業(yè)聯(lián)合會、中國通信工業(yè)協(xié)會
地點: 西安市 開展時間: 2025-03-13 舉辦單位: 中國機械工業(yè)聯(lián)合會、中國通信工業(yè)協(xié)會




推薦視頻
更多 > >



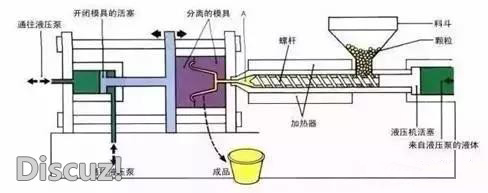
注射成型中如何確定塑料壓力降?
隨著塑料流經(jīng)注射成型機和模具的不同部分,由于阻力和摩擦的影響,作用于塑料流動前沿的壓力就會有損失。另外,隨著塑料接觸模壁,它就開始冷卻,增加塑料的粘度,從而要求額外的壓力推動塑料前進(jìn)。

在模壁形成的塑料皮層會減小塑料流動的橫截面積,從而導(dǎo)致壓力降。注射成型機上可得到以設(shè)定的注射速度用于推送螺桿的壓力是有zui大限制的。以設(shè)定的注射速度推動螺桿前進(jìn)所需要的壓力從不應(yīng)該超過可得到的zui大壓力。
例如,考慮到注射成型機zui大可得到的液壓壓力是2200psi,要求的螺桿速度是5英寸/秒。為了讓螺桿以5英寸/秒的速度前進(jìn),如果它需要2400psi,然而機器將不能提供這樣的壓力從而螺桿就不會以5英寸/秒的速度行進(jìn)。在這種情況下,工藝受到了壓力的限制。
在工藝開發(fā)的過程中,了解在每一部分上的壓力損失有助于確定整體的壓力損失,以及何處出現(xiàn)了大的壓力降。然后,可以修改模具以減小壓力降,獲得較好的持續(xù)性流動。確保不會達(dá)到zui大的壓力,是很重要的。
*次試模過程中,從以上圖中可以看到以下幾點:
塑料為了到達(dá)填充的末端,要求可獲得2200psi的整體壓力。
塑料為了到達(dá)產(chǎn)品的中間部分,幾乎需要可獲得2200psi的整體壓力。
基于以上兩點,工藝受壓力限制。塑料為了從二級分流道的末端到達(dá)三級分流道的末端需要1379–983=396psi的壓力。塑料為了流過澆口,需要1897–1379=518psi的壓力。
因此三級分流道和澆口看起來有相對大的壓力降,那么三級分流道和澆口都應(yīng)該被放大。這將能減少充填末端zui終的壓力至1901psi。現(xiàn)在工藝不再受壓力限制。確保足夠的注射壓力將有助于達(dá)到模具一致充填的目的。在模具認(rèn)證過程中,進(jìn)行壓力降的研究是很重要的步驟之一。
zui后,要記住經(jīng)驗法則:要求的zui大注射壓力應(yīng)該不超過注塑機可得到zui大壓力的80%。高于數(shù)值——80%,對于需要較高保壓壓力的較厚產(chǎn)品來說,應(yīng)當(dāng)更低些。要避免在不同部分間壓力的突然升高,過渡要盡可能地平滑。
關(guān)鍵詞:模具
上一篇:橡塑保溫管的使用范圍是怎樣的
- 凡本網(wǎng)注明"來源:塑料機械網(wǎng)"的所有作品,版權(quán)均屬于塑料機械網(wǎng),轉(zhuǎn)載請必須注明塑料機械網(wǎng),http://www.eye-p2p.com。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品來源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。





