PVC物料混合的基本原理
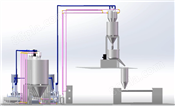
干混粉料的制備,是將配方中的PVC樹脂及其各類助劑、添加劑、經(jīng)正確計(jì)算和準(zhǔn)確稱量后,加入高速熱混合機(jī)內(nèi)進(jìn)行熱混合。達(dá)到規(guī)定溫度和時(shí)間后,卸入混合機(jī)內(nèi)冷卻,得到有一定體積密度、均勻松散、易流動(dòng)的粉狀混合物,可供下道工序單螺桿擠出機(jī)造粒或雙螺桿擠出機(jī)直接成型。
混料是PVC加工中 重要工序之一。一定要注意,要按要求操作好。
混合的基本原理
混合過(guò)程一般是靠擴(kuò)散、對(duì)流、剪切三種作用來(lái)完成。在實(shí)際過(guò)程中,三種作用是同時(shí)作用的, 是在一定條件下,其中的某種作用占優(yōu)勢(shì)而已。
擴(kuò)散作用:擴(kuò)散作用是憑借各組分之間的濃度差的推動(dòng),使各組分的微粒從濃度大的區(qū)域向濃度小的區(qū)域遷移,從而達(dá)到組成的均一。
對(duì)流作用:對(duì)流作用是使兩種或兩種以上的物料,向相互占有的空間流動(dòng),以期達(dá)到組成的均一。
剪切作用:剪切作用是利用機(jī)械的剪切力,促使物料的各組分達(dá)到均一的混合過(guò)程。
混合工藝條件的影響
混合溫度的影響:當(dāng)混料溫度小于PVC玻璃化溫度80℃左右時(shí),物料密實(shí)主要靠機(jī)械力壓實(shí),使各組分包圍在PVC粒子周圍。溫度大于80℃以后,PVC粒子開始軟化,吸收其他組分逐漸密實(shí),溫度進(jìn)一步升高,小顆粒及部分大顆粒逐漸凝膠,因而表觀上體積密度不斷加大。
混合時(shí)間的影響:物料在混合過(guò)程中經(jīng)歷的密度、均化及部分凝膠塑化等過(guò)程,需均一定時(shí)間完成。混料時(shí)間延長(zhǎng)還有助于穩(wěn)定劑及其他添加劑更均勻地?cái)U(kuò)散至樹脂中,以提高物料穩(wěn)定性和均勻程度。
每批物料重量的影響:每批物料投料量過(guò)小,物料翻騰較差,產(chǎn)生的摩擦熱低,溫升慢,耗時(shí)長(zhǎng),也影響物料混合均勻。相反投料量過(guò)大,馬達(dá)負(fù)荷太高,主軸轉(zhuǎn)遞下降,同樣影響物料的翻騰狀況及混料質(zhì)量。
出料溫度:干混粉料制備過(guò)程中已將物料壓實(shí)、均化、初步凝膠完成至一定程度,因而其質(zhì)量將直接影響擠出機(jī)的擠出速率、工藝參數(shù)及產(chǎn)品的質(zhì)量。如出料溫度較低,物料預(yù)塑化較差,干粉料體積密度較低,不 擠出機(jī)產(chǎn)率降低,還會(huì)導(dǎo)致擠出過(guò)程塑化不良,制品表面失去光澤,強(qiáng)度下降。相反,溫度過(guò)高,易出現(xiàn)結(jié)塊,甚至出現(xiàn)過(guò)熱分解,因而熱混出料溫度是重要工藝參數(shù)。一般高速混合的出料溫度為100~120 ℃。
物料混合過(guò)程中物料狀態(tài)
懸浮PVC樹脂一般是由1~2 μm的不規(guī)則的圓形初級(jí)粒子堆集而成,顆粒直徑大小不一,平均粒徑一般為120~180 μm。在熱混合過(guò)程中,當(dāng)溫度達(dá)到50 ℃左右時(shí),原來(lái)大的堆集粒子變小了,小的顆粒逐漸消失。這顯然是因?yàn)樵跓峄旌线^(guò)程中,大的堆集粒子受剪切破碎成小粒子,小顆粒吸收了熱能和機(jī)械能而活性增加,逐漸和其他顆粒結(jié)合在一起,使平均粒徑增大。當(dāng)溫度升高到120 ℃左右時(shí),粒子變得大而均勻,小顆粒幾乎消失,并在顆粒的某一部分或邊緣變得透明或半透明,這種現(xiàn)象說(shuō)明了PVC顆粒由于吸收了熱能而產(chǎn)生了部分凝膠化。
當(dāng)溫度達(dá)到130 ℃左右時(shí),PVC顆粒的粒度趨于穩(wěn)定,凝膠化程度更深。由此可以看出,PVC粉料在高速混合攪拌下,既有顆粒細(xì)化、重新組合,粒徑增大而均勻的形態(tài)變化;又有表觀密度增大和部分凝膠化的功效,顆粒的增大,會(huì)起到致密作用,使顆粒的表觀密度達(dá)到 大值,從而提高擠出產(chǎn)量;重新結(jié)合和均化,有利于擠出成型過(guò)程的均勻塑化;部分凝膠化,可加速物料擠出時(shí)的塑化進(jìn)程.。
會(huì)員1.png)

 QQ:2568841715
QQ:2568841715