注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
河北華宇精密量儀有限公司

河北華宇精密量儀有限公司
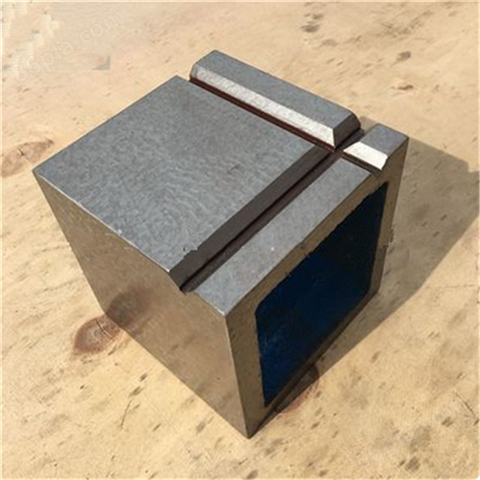
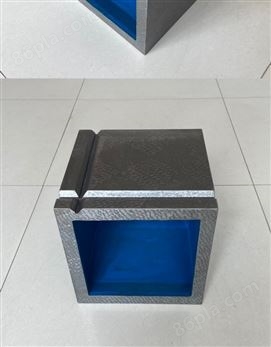
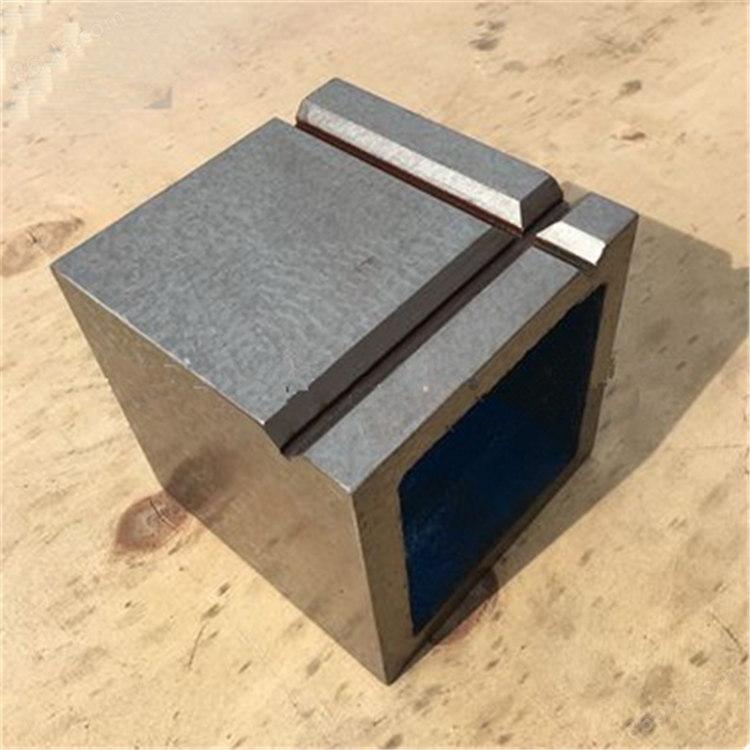
鑄鐵方箱其中一個面上有v型槽,主要用于檢驗零件的平行度等,用于劃線時支撐工件,可根據用戶要求制作各種規格和等高方箱及長方筒。
鑄鐵方箱其中一個面上有v型槽,主要用于檢驗零件的平行度等,用于劃線時支撐工件,可根據用戶要求制作各種規格和等高方箱及長方筒。
1、用途:鑄鐵方箱主要用于零部件的平行度、垂直度等的檢驗和劃線方箱是用鑄鐵制成的6個工作面的空腔正方體,其中一個工作面上有V型槽。方箱檢定的環境條件:常溫、常濕。
2、要求:方箱各工作面不能有銹跡、劃痕、裂紋、凹陷以及影響計量性能的其他缺陷。
3、精度:對于刮研制方箱除檢定平面度外,還要用涂色法檢定接觸斑點。在邊長為25mm任意正方形內斑點數為:1級、2級不少于25點;3級不少于20點。
4、鑄鐵方箱檢定方法:對于邊長為300mm及以下的方箱,檢定時在方箱被檢面的兩端各放置1mm的量塊,把刀口尺放在量塊工作面上,為該受檢面平面的平面度。
鑄鐵方箱的檢定方法:對于邊長為315mm及以下的方箱,檢定時在方箱被檢面的兩端各放置1mm的量塊,把刀口形直尺放在量塊工作面上,然后在其各被檢點處用量塊試塞,當量塊組剛剛塞入時的尺寸與兩端量塊尺寸之差為該被檢點對兩端之間的偏差。這一檢定還應在方箱工作面的縱向、橫向和對角線方向的幾個截面上進行。
鑄鐵方箱是采用武安產生鐵及鋼料,進行熔煉澆注而成,鑄件澆注完成后,進行回火時效處理,鑄件經過時效處理后,使鑄件內部的應力減少,穩定性好。
鑄鐵方箱在加工時要注意直角度和垂直度以及平行度,機床加工中,將鑄鐵方箱的四個面全部銑平后,進行再次回火時效處理,再次時效處理,是為了將鑄件在加工中和回火時效中殘留的應力全部釋放完畢。
進行人工刮研(鏟刮),國內的機床精度,無法代替人工刮研(鏟刮)的精度,人工刮研的精度非常高,平面度誤差基本低于0.005毫米,平行度誤差低于0.008毫米,垂直度誤差低于0.005毫米。
高精度的鑄鐵方箱可以作為小型的平臺使用,也可以作為直角測量的基準,還可以作為等高的鑄鐵墊箱使用。鑄鐵方箱和縱橫方箱各有一條V型槽,也可以作為軸類的夾具。鑄鐵平臺在一般的機械加工廠和高精度產品生產和檢驗時可以配套鑄鐵方箱使用。鑄鐵平臺的精度也是通過人工刮研達到國家的精度標準。
鑄鐵平臺和鑄鐵方箱配合使用,可以檢測工件的平面度和垂直度,因為鑄鐵方箱和鑄鐵平臺配合檢驗或生產時所產生的精度是非常高的,而且耐磨。例如鑄鐵平臺平和大理石方箱配合生產或檢驗,用上一次或兩次,大理石方箱會被鑄鐵平臺拉傷或是重度磨損使精度急速下降。又例如大理石平臺配合鑄鐵方箱使用,鑄鐵方箱比較重,在移動時或挪動時會拉傷大理石平臺,稍不小心會將平臺砸壞,那樣的配合使用是極為不好的。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN







塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼