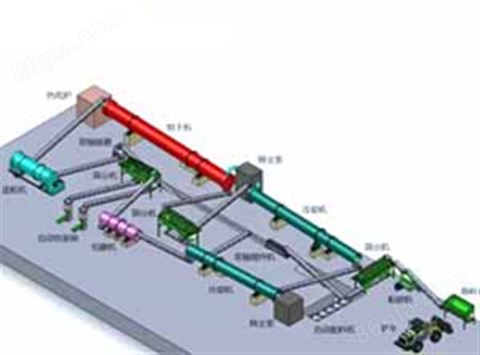
一有機肥生產線是整套有機肥生產線中的一臺有機肥設備,在有機肥生產線中用于發酵物料的生產基本流程簡述如下:
1、發酵工藝段
(1)預發酵
以20噸牛糞、10噸雞糞、20噸豬糞為原料,投加到混合預發酵裝置(荷蘭進口)中,進行有機物料接種、充分混合、預發酵。
(2)主發酵
采用三結合臥式厭氧發酵設備(設備),加入生物菌種,發酵溫度控制在50-60℃,完成發酵后顏色呈深褐色,無糞臭但有堆肥氣味。沼氣收集后經水封罐、阻火器進入沼氣鍋爐燃燒,為發酵裝置、造粒、干燥等單元提供熱量。
2、有機肥生產線復配工藝段
(1)粉碎
對配料(稻草、秸稈、豆餅、骨粉、蹄角粉等)進行粉碎,同時對無機肥進行粉碎。
(2)原料復配與混
有機與無機原料的配方按不同系列產品進行混合。在攪拌機內充分混勻。假如比例12%,約12噸。
(3)含水率控制
加秸桿粉或草炭C/N比高含水率低的有機物料,其加入量為木炭6噸/天、草碳6噸/天、稻草麥桿18噸/天,處理后原料含水率60%-65%,C/N比20-30。加入物質須經充分破碎。
3、有機肥生產線造粒工藝
(1)粉碎
發酵存放1天后進行粉碎,將發酵好的有機料進行烘干、粉碎、篩分。
(2)復配與混合
在系列專用肥制作過程中,根據不同土壤狀況及不同作物,添加無機養分以及濃縮有機質和微量元素性的礦物質,使肥料中含有多種植物生長所需的營養元素如氮、磷、鉀、鈉、錳、鋅、銅等。根據配方將氮、磷、鉀及發酵好的物料進行電腦配比攪拌,輸送至造粒機進行造粒。有機與無機原料的配方按不同系列產品進行混合。在攪拌機內充分混勻。假如比例12%,約12噸。
(3)造粒
由于生物肥料的生產,以有機質為主,纖維素多、成形條件差,并添加有造肥功能的活細菌群、生產過程以不宜接觸高溫等特點。造料方式上不宜采用園盤造粒和轉鼓造粒方法,因為這二種工藝,要求原料的粉碎細度高,造粒水分高,一般含水量要達到30%左右,為此烘干的負荷大,有效細菌損失也大,而且成球率低,(60%~70%左右),生產過程中粉塵很大,操作環境很差,因此對于有機生物肥的生產,應以環境擠壓法生產的比較好,環境擠壓對原料粉碎要求低,成型率高(95%以上),成開后顆粒含水量低,烘干的負荷很小,可以減少有效細菌的損失,粉塵小,操作環境較好。
90噸的復合肥原料采用擠壓造粒。原料進入造粒機中,加入適量的水或蒸汽、粘結成粒,造粒后物料通過皮帶機送入烘干機進行干燥。顆粒直徑為3.0-4.0mm,成粒率大于70%。
(4)烘干
生物肥料的生產過程中,不僅成形后顆粒含水量一般都要超過指標,需要低溫烘干,而且有機質原料經發酵后,含水量約為30%~40%,成粒后顆粒水份一般在15%~20%之間,肥料質量指標要求含水量低于14%,需進行烘干處理。因此干燥工段是生物肥料生產過程中的重要工序,直接影響產量、質量和能耗,合理選擇干燥機的型號規格,控制的工藝條件是非常重要的。
為避免有效活細菌在烘干過程中因溫度過高而死亡,物料烘干溫度不得高于60℃(一般50℃),為此與物料接觸的熱風溫度,應根據物料的含水量不同而有所不同,一般不超過130℃,能分段控制熱風溫度,即可以提高熱效率,又可以避免有效活細菌的死亡。根據這些特點,選用帶式烘干機比較合適,該機適合低溫低水份烘干,而且可段控制熱風進入的溫度,確保物料溫度在整個烘干過程中不高于規定的溫度,機尾還可增加自然風冷卻段,使物料烘干后馬上得到冷卻,起到一機多用的功能,對透氣性好的顆粒狀生物肥料的烘干,非常適合,而且物料烘干平穩均勻,顆粒不受任何破損,停留時間和加料速度可以調節,以取得干燥效果,由于大部分熱風可循環利用,熱效率高,熱源可采用沼氣鍋爐提供的蒸汽。
在烘干機前部設有一段二次造粒區,物料在此區間可實現二次造粒。然后經揚料板將物料揚起實行充分干燥,烘干機尾部通過抽風機經管道將濕潤的熱空氣抽出,進入沉降室沉降,尾氣在通過沉降后經過洗滌塔實行噴淋降塵,噴淋水由水泵抽出循環使用,經過二次降塵處理后,尾氣經煙囪排入大氣。
(6)冷卻
烘干的物料經皮帶輸送機、送入冷卻機內進行冷卻,冷卻過程主要是用風機將自然空氣經管道送入冷卻機中對物料進行冷卻,冷卻機內風向為逆流,經風機、管道抽進沉降室的尾氣與烘干尾氣一樣進行處理排入大氣。
冷卻后的物料進入篩分,大顆粒物料經粉碎后與篩出的粉料一起進入返料皮帶輸送至造粒機實行再造粒,成品進入自動包裝系統進行包裝。