注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
昆山市精佳儀器設備有限公司

昆山市精佳儀器設備有限公司
暫無信息 |
簡單介紹: 粉化試驗儀快速檢測涂料的粉化率,標準:DIN 53159 Titangesellschaft mbH(Kronos Titan GmnH)
粉化試驗儀簡介:
涂層受天氣影響的**個標志為表面漆膜出現解體,原先通過粘接劑牢固粘接的顏料發生脫落。此變化過程可表現為簡單掃抹表面,松脫的顏料粒子將被除去,這就叫粉化。粉化出現越早,漆膜出現解體越早,油漆的生命周期就越短。
自-清洗油漆
另一方面,現在所生產的油漆已**的調節了一個預定的粉化速度,這些自清洗油漆在每次下雨沖洗后通過擦去污染的顏料恢復它們的表面狀況。且它們的壽命實際上是相同的。但它們有高度的顏色持久性和清潔度。
目的和應用:
粉化率的決定在下列情況便很重要
1、選擇正確的原材料用于每個特定的目的
2、以抗老化或自清洗性能來決定顏料的*大濃度
3、評估自然的或短期的老化測試
4、原料和*終產品的性能比較(測試競爭對手的樣品)
5、決定大宗合同的*大保證期
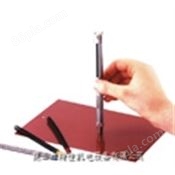
原理:顏料粒子因為粘接劑的退化松脫在油漆的表面,然后以的壓力(250N)將顏料壓到照像紙的浸濕膠體中。
操作方法:
241型Kempf粉化試驗儀由一個輕金屬筒構成,并配有一個f
測試評估:
現已知幾種現行方法:
1、 Kempf標準比較方法。
此方法特別適用于白色或淺色的顏料油漆。
為了和獲得的粉化痕比較,使用隨機提供的Kempf粉化量程標準相紙。把樣本和6級粉化標準作視覺比較。0為*弱,5為*強。
2、Titangesellschaft Leverkusen 修正方法(現在為Kronos Titan公司)僅使用于Ti02油漆顏料。
這種方法將標準量程分成10級的粉化亮度。各級亮度級別的差別恰恰就是定義的光度值,這些測量具有重現性,亮度極限值10和1分別代表*粉化及反過來的強烈粉化效應。
粉化值10
(*高粉化抗性)
對應一張沒有任何壓痕的黑色相紙的亮度值為10 (*低亮度值)。
粉化值1
(*低粉化抗性)對應亮度值為64.2(*高亮度),它通過一個*強的粉化壓痕上測得。
3、符合DIN 53 159的測試方法
此方法可作為彩色油漆測試的優選,也可測試白色和淺色的顏色。
這里的評估并不使用量程而是通過比較已生產的并在相似情況下老化的油漆。
以視覺比較用于比較的油漆和測試樣板上的明膠層,便可得到測試樣品和比較油漆間的粉化差別。
維護保養:
該儀器基本上不需維護
橡膠沖頭和壓力彈簧在使用了幾年后或因頻繁使用會發生磨損,這些零部件都可以提供。
更換沖頭-松開滾花固定環更換橡膠沖頭。
更換壓力彈簧—松開載荷裝置頂部的半球形圓帽更換壓力彈簧。
技術參數:
粉化試驗儀:
尺寸:高270mm×f55mm
載荷:*大250N
重量:約1.2kg
特殊支架(需另購):
尺寸:高450×寬150×深250mm
重量:約5.5kg
測試程序:照像紙在室溫中浸入水中4分鐘,然后用濾紙擦去其表面所附著的水,把它放在待測面上油漆面向上膠面向下。 將橡膠墊放在紙的背面,將粉化測試儀用手垂直壓下,(如使用支架,則用杠桿)使壓力達到
注意:
載荷:在特別情況下(須先行協議),可允許使用較小的壓力。
持續時間:壓力持續時間不影響測試結果。
照相紙
為了避免測量錯誤,建議從同一供應商處獲得相同質量的照像紙。
不潔涂層
油漆在空氣中經過老化后的表面污染物可能與沒有曝光(所以為白色)的相紙上的油漆粉化壓痕相似。盡管只有污染層被從油漆面提起,為了在那此情況下區分污染和粉化,建議同時在黑色和白色照像紙上作壓痕。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN







塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼