
您好, 歡迎來到塑料機(jī)械網(wǎng)! 登錄| 免費(fèi)注冊| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到塑料機(jī)械網(wǎng)! 登錄| 免費(fèi)注冊| 產(chǎn)品展廳| 收藏商鋪|

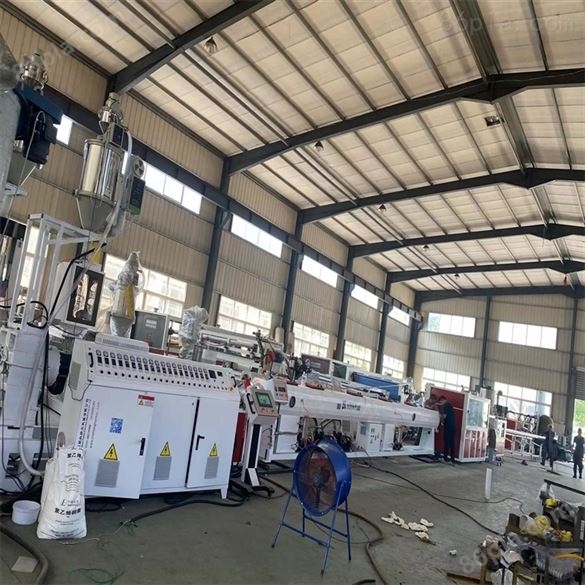
當(dāng)前位置:青島眾諾塑料擠出機(jī)械有限公司>>管材生產(chǎn)線>>PVC管材生產(chǎn)線>> SJ45塑料管材擠出機(jī)生產(chǎn)線設(shè)備









產(chǎn)品型號SJ45
品 牌其他品牌
廠商性質(zhì)生產(chǎn)商
所 在 地青島市
更新時(shí)間:2024-06-14 16:56:24瀏覽次數(shù):390次
聯(lián)系我時(shí),請告知來自 塑料機(jī)械網(wǎng)



7、根據(jù)運(yùn)行時(shí)間定期對塑料管材設(shè)備進(jìn)行若干次保養(yǎng)和修理,以清洗、潤滑、調(diào)整、解體、檢修為中心內(nèi)容進(jìn)行
1.塑料管材生產(chǎn)線故障:塑料管材外表面粗糙









請輸入賬號
請輸入密碼
請輸驗(yàn)證碼
掃一掃訪問手機(jī)商鋪
以上信息由企業(yè)自行提供,信息內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由相關(guān)企業(yè)負(fù)責(zé),塑料機(jī)械網(wǎng)對此不承擔(dān)任何保證責(zé)任。
溫馨提示:為規(guī)避購買風(fēng)險(xiǎn),建議您在購買產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。

會員1.png)


 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)