

 3
3

拉條拉多長才合適?以下步驟幫您算出科學的水浴長度!
在拉條造粒中,確定水浴應該有多長可能是初始系統設計中更容易被忽視的問題之一。
對于很多不夠專業的工廠而言,水浴的長度通常最終不是由理論方法或實踐經驗決定的,而是由生產車間剩余的空間大小決定的。如果水浴太短,這可能會導致切粒的問題,如果水浴太長,則會造成空間浪費。
一些加工商很幸運,之前有經驗可以讓他們知道新水浴應該持續多長時間。其他人應該考慮使用基于非穩態傳熱方程的理論方法來得出水浴的理論長度。
多年來,許多擠出工藝專家已經探索了這些理論方法。這篇文章的目的是提供一個捷徑,讓您大致了解水浴應該持續多長時間。

首先,您需要知道您的生產線速度。完成后,您需要找到如圖1中所示的海斯勒圖。不同的擠壓形狀有不同的海斯勒圖,因此請確保選擇正確的海斯勒圖。這些海斯勒圖表很容易通過谷歌搜索獲得。
圖1是圓柱體的 Heisler 圖,為您的計算選擇正確的圖很重要,這一個可用于拉條造粒。
、
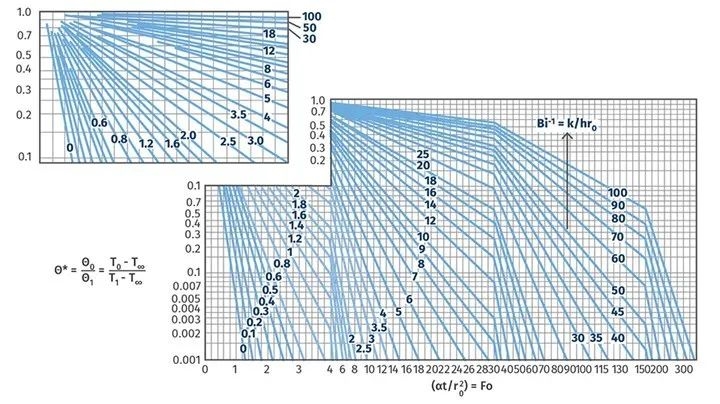
這些藍線都是您要冷卻的物體的逆畢奧數(用于傳熱計算的無量綱量)。要獲得您的水浴應該持續多長時間的大致數字,請關注標有0的藍線。為什么?因為聚合物通常是不良的導熱體,股線很細,而且你有穩定的水流通過你的水浴。
如果其中一種情況不適用,您將必須找到水浴的水力直徑;用于冷卻料條的水的雷諾數、普朗特數和努塞爾數以及對流傳熱系數來確定要使用的正確線路。如果這聽起來很可怕,只需參考標有0的藍線即可。
二
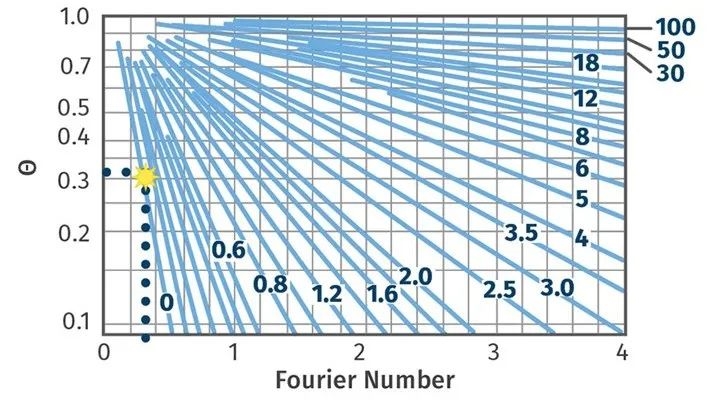
然后我們計算接近溫度Θ*。這基本上是您的塑料從模頭出來的溫度與您希望塑料在被切成顆粒之前的溫度之比。
如果您需要關于所需塑料溫度應該是多少的指導,您可以在網上搜索您感興趣的聚合物的“軟化點”,然后從中減去20°F。對于聚丙烯,已發現192F的效果很好,但所需溫度取決于特定的聚合物和造粒機能力。例如:
Θ*= (T plastic, desired–T water)/(T plastic, initial –T water)=(192℉–78℉)/(420℉–78℉) = 0.31
現在有了藍線編號0和接近溫度,我們可以從海斯勒圖表中確定傅里葉數。您將接近溫度Θ*放在左側,然后向右移動,直到您碰到代表畢奧逆數的藍線。如圖2所示,傅立葉數約為0.32。
、
三
有了傅里葉數,我們現在可以計算出塑料線達到所需溫度所需的時間。我在這個例子中使用了PP,我試圖冷卻的PP料條的半徑為0.00239m(這是我從我的模孔直徑得到的)。
α=PP的熱擴散系數=9.6x10-8m2/sec
t=(F0×r02)/α=(0.32x0.00239m2)/(9.6×10-8m2/s) =18.77秒
既然我們知道了在水浴中所需的時間,我們就可以使用之前計算出的線速度來計算預測的水浴長度。
L水浴=t×線速度=18.77秒×2.500英尺/秒=47英尺
如果您計算出的水浴比您設施中的空間長,您可以嘗試以下操作:
• 如果您的冷卻水溫度高于72℉,則購買或租用冷卻器以降低進水溫度。
• 使用噴淋棒,利用蒸發冷卻來進一步冷卻料條。
• 調整水浴輥設置以在水浴中沿長度或高度多次通過。
• 使用多個水浴而不是一個水浴。
請記住,這是一種讓您大致了解水浴時間的方法。為了全面披露,使用這種技術有一些缺點,因為它忽略了這些因素的影響:
• 拉條的數量;
• 結晶聚合物從熔融態轉變為固態時的熔化熱;
• 常數值(即聚合物的熱容量)隨著溫度的變化而變化;
• 料條離開并重新進入水槽的次數;
• 添加劑或填料的使用及其對物理特性的影響。
此外當一根塑料線進入水浴時,它會加熱它周圍的水或形成一個蒸汽夾套。這導致水浴實際上是試圖在冷卻料條之前冷卻熱水層,這會延遲水浴的冷卻效果。在沒有任何湍流的情況下,您基本上只能嘗試用溫水冷卻熱塑料線——這是一種次優的冷卻情況。

最后的最后,驗證您要冷卻的塑料的熱物理特性是極有必要的,否則當您的塑料不像教科書或技術文章告訴您的那樣表現時,您可能會感到不愉快。