注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
江蘇百聯塑業發展有限公司

江蘇百聯塑業發展有限公司
百聯塑業HDPE鋼帶增強螺旋波紋管產品介紹鋼帶增強聚乙烯(PE)螺旋波紋管(簡稱MRP)以高密度聚乙烯(HDPE)為基體,用表面涂敷粘接樹脂的鋼帶成型為波形作為主要支撐結構,并與聚乙烯材料纏繞復合成整體的雙壁螺旋波紋管
百聯塑業 HDPE鋼帶增強螺旋波紋管

產品介紹
鋼帶增強聚乙烯(PE)螺旋波紋管(簡稱MRP)以高密度聚乙烯(HDPE)為基體,用表面涂敷粘接樹脂的鋼帶成型為波形作為主要支撐結構,并與聚乙烯材料纏繞復合成整體的雙壁螺旋波紋管。鋼帶增強聚乙烯(PE)螺旋波紋管將鋼材的高剛度、高強度和塑料的耐腐蝕、耐磨損和柔韌性等優良性結合起來,不僅可使管材達到SN8、SN12.5、SN16三個環剛度,而且解決了鋼材的耐腐蝕問題,彌補了較大直徑全塑料埋地排水管環剛度一般只能達到SN8的弱點。
百聯塑業 埋地排水用鋼帶增強PE鋼帶增強螺旋波紋管
產品特點:
1、 耐腐蝕性強 管道材質為PE,不會被酸堿及油份等腐蝕。
2、 抗外力強 管道外形螺旋結構柔性,受外擊力時,復原性強,地震、水沼惡劣地質環境拉伸擠壓不易破裂。
3、 耐老化性強 管道基材特征在20度可有效使用50年以上,有較強的抗老化性。
4、 耐寒性強 在零下60度的環境里,管材不會凍破漏水。
5、 重量輕 重量僅為同規格混凝土管的1/8,傳統纏繞塑料結構管的2/3,運輸施工方便,不需要大型施工設備, 降低安裝成本。
6、 施工成本低 重量輕,連接方便,對開挖工程要求不高,在城市排水工程建設時,能節省工程時間和費用。
7、 連接方便 連接方式多樣,簡單,可靠。現場即可簡便施工。
8、 耐磨性* 管道摩擦系數低,阻力小,輸送介質、排水、排污速度快。
9、 環保性能好 Pe本身是無毒可再生利用材質,環保健康。
10、 環剛度高 環剛度可以達到SN12.5,SN16。
百聯塑業 埋地排水用鋼帶增強PE鋼帶增強螺旋波紋管
連接方式:
一.熱熔擠出焊接
熱熔擠出焊接是采用專用熱風擠出焊接工具,先將管材被連接兩端加熱,焊槍擠出熔融的聚乙烯料,把連接縫兩端的聚乙烯材料熔融接成一體的連接方法。其連接結構如圖1.所示:這是把聚乙烯材料熔融成整體的連接方法,屬剛性連接。
熱熔擠出焊接示意圖1
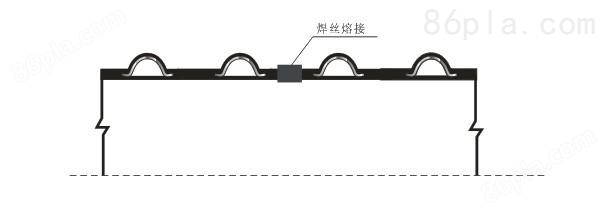
擠出焊接的是利用分子熱運動的基本原理,通過擠出焊槍將PE焊條加熱(使焊條從固態變成了粘流體)并擠出。同時焊槍上配置的熱風槍加熱被焊PE管的待焊面,經外力作用,接縫兩端的PE材料相互粘合,使彼此間得到了很好的擴散和相互纏繞,將管材連接為一體,從而達到焊接的效果。
熱熔擠出焊接的施工要點 :
a、在焊接前先檢查待焊接管材兩端面是否切割平整(如端面不平整,應進行修)。將待焊面控制在管材波谷居中位置,兩被焊管材調正到同一軸線(讓管材斷開部位盡可能對齊);接口處需留1-3mm間隙,以便于焊接(但縫隙一般不超過5mm)。若達不到要求,則要用工具對接口進行局部修切。修切工作可以從管外或管內(φ800以上的管道)進行。焊接區域必須保證清潔、干燥。不得有塵土和其他雜質存在;并對焊接區域內、外表面進行打磨處理,除掉氧化表層。
b、焊接所用的焊條一般應由管材生產廠配套提供,要求與生產管材所用的聚乙烯材料相同或與管材相融好的材質焊條,要求斷面為圓形、該焊條粗細一致并符合所選用焊槍焊接性能的要求。此焊條還必須要求潔凈、干燥、無任何污漬。
c、必須強調要使用帶熱風裝置的良好擠出焊機。焊接時熱風裝置必須將焊管材接縫端的聚乙烯預熱,使擠出的熔融聚乙烯能夠與管材融為一體。所有焊接斷面必須飽滿,不能有漏焊和斷口。
d、對管徑大于800mm的管材,一般應進行內外雙面焊接;
二.電熱熔帶焊接
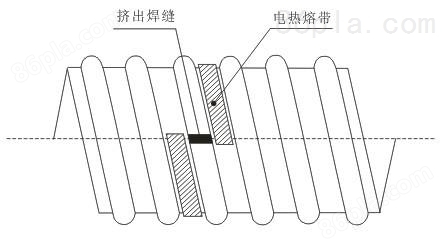
電熱熔帶焊接方法是利用鑲嵌在連接處接觸面的電熱元件通電后產生的高溫連接方法,是剛性連接。電熱熔帶焊接結構如下圖所示:它是采用一條內壁鑲嵌有電阻絲的聚乙烯電熔帶、緊貼在兩被連接端的外表面(復蓋連兩厘米以上),再用耐熱帶緊固;同時在接口處管端內壁用可拆卸的工具支撐牢固后,再用電熱熔焊機給電阻絲供電,電阻絲發熱熔融膨脹形成壓力,界面兩邊的聚乙烯互相擴散,關閉電源,待充分冷卻固化后形成可靠連接。電熱熔帶連接時,必須嚴格按照電熱熔帶要求的技術指標和設備規定的操作程序進行。采用的電熱熔帶必須由生產廠配套供應。
電熱熔帶連接結構示意圖2
電熱熔帶焊接施工的要點:
電熱熔帶連接時,必須嚴格按 照電熱熔帶要求的技術指標和設備規定的操作程序進行。采用的電熱熔帶必須由生產廠配套供應其步驟如下:
1、檢查管道和電熱熔帶是否有損傷。
2、對齊管道和清除雜物。
3、通過水平桿或沙袋將要連接的管道放置在離地面20~30cm處。地基上挖有操作坑的可將管道直接放置在地基上。操作坑寬為電熱熔帶寬2倍,深為管底下30cm。并水平對齊。
4、用潔凈的布*將管道的外表面和電熱熔帶的內壁上的雜物清除掉(包括水氣),油類污物可用對PE材料焊接有邦助的溶劑擦拭。
5、用電熔帶將已水平對齊的管道的要連接的部分緊緊圈住。外面再用耐熱帶緊固。
6、將焊機的輸出線端與電熱熔帶的連接線頭相連接。
7、焊接在電熔焊機上設定好時間和檔位,根據操作規程進行焊接。焊接結束要充分冷卻后才能移動管材。在冷卻期間,可以進行下一個焊接。下面的照片是電熱熔帶連方法的示范照片:電熱帶的外面用耐熱帶緊固,同時在接口處管端內壁用可拆卸的工具支撐牢固。
HDPE鋼帶增強螺旋波紋管 物理力學性能

HDPE鋼帶增強螺旋波紋管 性能
鋼帶增強聚乙烯(PE)螺旋波紋管 技術成熟標準化:
《埋地排水用鋼帶增強聚乙烯(PE)螺旋波紋管》執行國家建設部行業標準CJ/T225-2006;
《埋地排水用鋼帶增強聚乙烯(PE)螺旋波紋管管道工程技術規程》執行CECS223:2007。
本產品歸類于埋地排水HDPE結構壁纏繞管,各項性能指標同時滿足GB/T19472.2-2004。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN





塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼







