注塑機(jī) 擠出機(jī) 造粒機(jī) 吹膜機(jī) 吹塑機(jī) 吹瓶機(jī) 成型機(jī) 吸塑機(jī) 滾塑機(jī) 管材生產(chǎn)線 板材生產(chǎn)線 型材生產(chǎn)線 片材生產(chǎn)線 發(fā)泡設(shè)備 塑料壓延機(jī)
上海原元康集團(tuán)公司
會(huì)員1.png)
上海原元康集團(tuán)公司

| 參 考 價(jià) | 面議 |
產(chǎn)品型號(hào)
品 牌
廠商性質(zhì)其他
所 在 地
塑料機(jī)械網(wǎng)采購(gòu)部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯(lián)系方式:查看聯(lián)系方式
更新時(shí)間:2021-03-11 09:35:26瀏覽次數(shù):962次
聯(lián)系我時(shí),請(qǐng)告知來自 塑料機(jī)械網(wǎng)雙金屬螺桿在結(jié)構(gòu)上有哪幾種?其主要保護(hù)層材料有哪一些?
雙金屬螺桿在結(jié)構(gòu)上有哪幾種?其主要保護(hù)層材料有哪一些?
工作面采用特種合金層保護(hù)以應(yīng)對(duì)高分子材料中有各種添加劑和增強(qiáng)劑的螺桿,稱之為雙金屬螺桿。雙金屬螺桿采用合金層保護(hù)的方式一般有三種,一是螺桿全部工作面加以合金層保護(hù),二是螺桿的螺棱頂部加以合金層保護(hù),三是芯部材料選用中碳韌性鋼來傳遞扭矩,而螺棱工作部位則采用高硬度粉末鋼的雙金屬螺桿,見下圖。

三種不同合金層保護(hù)的雙金屬螺桿中,螺棱頂部采用合金層保護(hù)的雙金屬螺桿以其制造成本相對(duì)較低,特別適合用于擠出機(jī)的工況條件而被廣泛使用。這種雙金屬螺桿的母材通常采用一種可焊及可氮化的材料,其除了螺棱頂部以外的沒有合金層保護(hù)的其他工作表面仍然可以采用滲氮的工藝方式以取得足夠的硬度。
螺棱頂部具有合金層保護(hù)的雙金屬螺桿,通常有四種合金保護(hù)層供用戶選擇,其性能特點(diǎn)為:
合金層名稱 | 硬度(HRC) | 特 性 | |
耐磨耗性 | 耐腐蝕性 | ||
FX 1 | 38~42 | ★ | ★★★★ |
FX 2 | 45~50 | ★★ | ★★★★ |
FX 3 | 52~56 | ★★★ | ★★★★ |
FX 4 | 58~60 | ★★★★ | ★★★★ |
硬化層厚度: 1.0~2.0mm | |||
““★"號(hào)表示:★★★ *; ★★ 很好; ★ 好
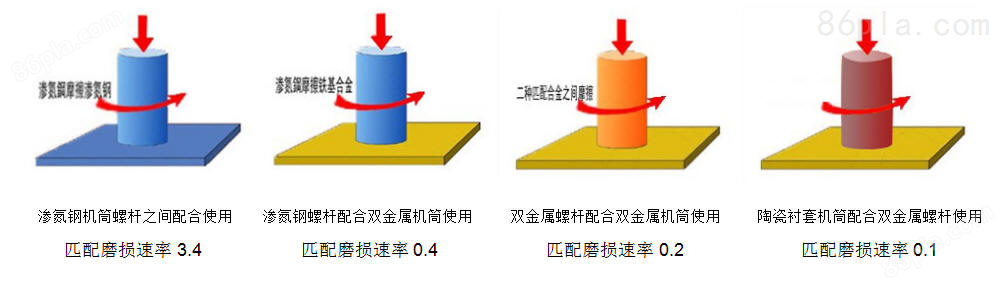
雙金屬機(jī)筒和雙金屬螺桿的合金保護(hù)層由于硬度較高,而且這個(gè)硬度不存在梯度,是常規(guī)滲氮機(jī)筒螺桿所*的,如果采用上述鐵基Ω101合金作為內(nèi)孔保護(hù)層的雙金屬機(jī)筒,配套的螺桿采用螺棱頂部具有鎳基FX4合金保護(hù)層的雙金屬螺桿,大量的理化實(shí)驗(yàn)數(shù)據(jù)告訴我們,這二種合金材料之間的“摩擦副",即匹配磨損減量小,金屬之間的摩擦表現(xiàn)是“打滑"(見下圖)。這個(gè)特點(diǎn)非常適合擠出機(jī)工況條件中螺桿的螺棱外表面與機(jī)筒內(nèi)孔壁之間的接觸磨損,可以在很大程度上延緩擠出機(jī)因螺桿與機(jī)筒配合間隙增大而導(dǎo)致的產(chǎn)量下降。由于普通硬化滲氮層的厚度是0.50毫米左右,而且這個(gè)硬度梯度非常大,而雙金屬結(jié)構(gòu)的機(jī)筒螺桿合金層的厚度達(dá)到1.0~2.0毫米,而且由于二者之間匹配磨損的改善,因此雙金屬形態(tài)的機(jī)筒螺桿在相同工況條件下的使用壽命是普通滲氮機(jī)筒螺桿四倍以上,是有理論依據(jù)的。
雙金屬機(jī)筒和雙金屬螺桿一般采用的母材如下:
母 材 | 硬 度 | 拉伸強(qiáng)度 | 應(yīng) 用 |
S 45 C(45#) | HS 24~ 28 | 40~50 kg f / mm2 | 擠出機(jī) |
SCM 440(40Cr) | HS 28~40 | 65~80 kg f / mm2 | 擠出機(jī),注射機(jī) |
SACM645 ( 38CrMoAlA ) | HS 30~43 | 70~80 kg f / mm2 | 擠出機(jī),注射機(jī) |
SNCM 439 ( G10CrNi3Mo ) | HS 35~45 | 70~85 kg f / mm2 | 高壓射出機(jī) |
SUS 316 ( 0Cr17Ni12Mo2 ) | HS 18~28 | 45~60 kg f / mm2 | 耐腐蝕部件 |
目前國(guó)內(nèi)有許多“雙金屬制造商"模仿我公司的有關(guān)技術(shù)在生產(chǎn)雙金屬機(jī)筒和雙金屬螺桿,然而多年來仍然處于簡(jiǎn)單的工藝模仿狀態(tài)。其表現(xiàn)尤其在關(guān)鍵的雙金屬成型工藝方面,例如由于對(duì)雙金屬機(jī)筒合金層的離心鑄造工藝的掌控存在問題,導(dǎo)致模仿者的產(chǎn)品普遍存在合金層硬度偏低的缺陷。我公司研發(fā)的鐵基耐磨損硼鑄鐵Ω101合金層,出廠標(biāo)準(zhǔn)硬度應(yīng)該為HRC58~64,而模仿者糟糕的成型工藝導(dǎo)致合金層內(nèi)碳化物硬質(zhì)相的偏移,因此他們的雙金屬機(jī)筒合金層硬度始終徘徊在HRC 55左右。這個(gè)缺陷存在的直接后果,是降低了合金保護(hù)層本應(yīng)該具有的耐磨損性能。這也是為什么世界上一些*的擠出機(jī)OEM公司,許多高比例增強(qiáng)塑膠生產(chǎn)公司在試用了這些模仿者的產(chǎn)品后果斷放棄相對(duì)較低價(jià)位的機(jī)筒螺桿,轉(zhuǎn)而向我公司*下單采購(gòu)雙金屬機(jī)筒螺桿的根本原因。

一個(gè)更好的螺桿與高耐磨,確保有更高的產(chǎn)品質(zhì)量和更長(zhǎng)的使用壽命為您的單螺桿擠出機(jī)。我們致力于研發(fā)各種使用耐磨材料定制的螺絲,包括多螺紋螺絲。隔離螺絲、排氣螺絲等。擠壓筒和螺桿的優(yōu)化設(shè)計(jì),提高了聚甲醛材料的力學(xué)性能,降低了能耗。圖片所示。下面介紹我們的螺絲及其適用于各種塑料
雙金屬螺桿解決方案
您感興趣的產(chǎn)品PRODUCTS YOU ARE INTERESTED IN
塑料機(jī)械網(wǎng) 設(shè)計(jì)制作,未經(jīng)允許翻錄必究 .? ? ?
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼