注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發(fā)泡設備 塑料壓延機

廊坊高爾保溫材料有限公司

廊坊高爾保溫材料有限公司
防腐補口接口皮子廠家
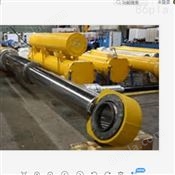
結合部位的相當理想,其連接強度和密封效果非常好,是國內*代電熱熔套的更新換代產品。電熱熔套是PE板材經過彎折、覆網、打卷后通過電熱熔把夾克管連接在一起的一種連接管道的輔助件
防腐補口接口皮子廠家
熱熔套管 口除銹采用噴砂除銹和手工電動角磨機除銹兩種方法,路邊及施工現場地形較好易進入車輛的選用噴砂除銹方法,施工困難地段采用手工電動角磨機除銹方法。噴砂 除銹管口表面處理質量應達到GB8923《涂裝前鋼材表面銹蝕等級和除銹等級》Sa2.5級。噴砂除銹用石英砂應干燥,顆粒應均勻且無雜質,粒徑在 2mm~4mm之間。噴砂工作壓力宜為0.4Mpa-O.6Mpa。手工電動角磨機除銹應該達到國家標準st3.0級別
起動空壓機,調好風壓,打開進砂閥門即可進行噴砂作業(yè)。空氣壓縮機出口處應有油水過濾器,且壓縮機排量不小于6m3/min。
噴砂應連續(xù)進行,噴槍與管道表面應保持垂直,以勻速沿管道軸線往復移動,從管頂到管底逐步進行。噴砂除銹時,應將環(huán)向焊縫兩側防腐層與補口材料搭接范圍內的防腐涂層表面一并打毛處理。
除銹完畢后應將焊口及焊口兩側涂層上的粉塵清除干凈。噴砂時應注意安全防護,不得損傷補口區(qū)以外防腐層。除銹完畢后,應清除灰塵。管口表面處理與補口間隔時間不宜超過2h。如果有浮銹,應重新除銹。

防腐補口接口皮子廠家
電熱熔套:是在優(yōu)質PE板材上經二次加工復合特種電熱網而成的一種特殊管件,
主要應用于防腐保溫管道的接口聯接。
用 途:用于熱力管道接口處的聯接,粘接強度高,密封性能好,耐腐蝕,壽命長,使用方便
可根據客戶的施工要求加工定作。
用途:
用于熱力管道接口處的連接,粘接強度高、密度性能好、耐腐蝕、壽命長、使用方便。
補口前必須對補口位進行清理,將環(huán)向焊縫及附近的毛刺、焊渣、污物、油及雜物清理干凈。隊補口部位表面進行除銹處理,表面除銹處理質量應達到涂裝前鋼材表面銹蝕等級,GB/8923規(guī)定的Sa2.5~Sa3.0級。可選用噴砂或電動工具除銹。補口搭接部位的聚乙烯層應打磨至表面粗糙。其端部進行坡口處理,坡角其端部進行坡口處理,坡角不大于30度,然后用火焰加熱器隊補口部位進行預熱。防腐熱縮套與聚乙烯防腐層搭接寬度不小于100mm。如果濕度大于85%或下雨、雪天應停止施工。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN
塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼