 塑料機械網
塑料機械網








詳細介紹
1、微型超高壓油缸
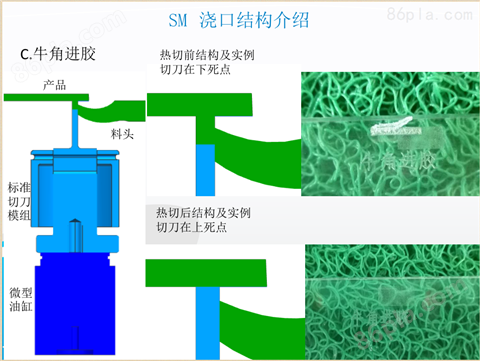
2、高速高壓切刀
3、 超高壓時序控制系統
4、 輔助零件
1.模內自動化,降低對人的依賴度;
2.降低成型周期;
3.生產穩定性加強;
4.降低產品人為品質影響;
5.降低模具維修成本。 1):公司提供完整的熱切相關模具零配件,模具上只需要預留裝配特征,不需要客戶端自備加工零件。
2):所有產品包括控制器,切刀,油缸,相關鏈接配件均標準化,模塊化。
3):為客戶提供標準化電子檔,方便客戶端設計使用。(有標準的電子資料庫為客戶提供簡單快捷的操作環境)
4):提供客戶包括設計,加工,鉗工,試模調試等,標準化教材。(化教材涵蓋切刀設計規范,模具油路設計規范,切刀導向塊設計規范,澆口設計方案履歷,產品應用實例等)
5):提供客戶對模內時序控制,和教育訓練課程。
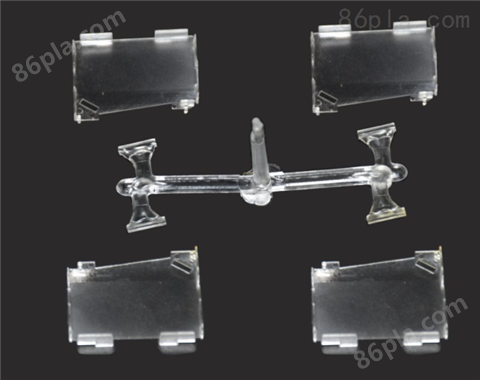
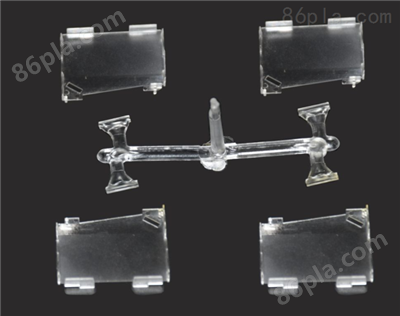
6):所有保固產品出廠質量跟蹤,保固期內可提供更換。 通常塑料件在注塑成型后,料頭和產品通過澆口相連,工人需要對澆口進行修剪處理,勞動強度大,澆口修剪不美觀。現有的解決辦法是開模時從頂板上頂出切刀將澆口切斷,這兩種方法都是在開模后進行剪切,由于此時塑料已經冷卻,剪切后的澆口面不美觀,產品品質上不去,依舊需要多次人工修剪才能將澆口修剪平整,勞動強度依舊較大,增加了人工成本。模內熱切就是在塑膠模具未開模前,剪切或擠斷澆口,從而在塑膠模具開模后,實現件料分離的模具注塑自動化工藝。
簡要言之,模內熱切就是塑膠件的料頭與產品的自動分離技術。 模內熱切模具的優點:
模內熱切模具在世界各工業發達國家和地區均得到廣泛的應用。這主要因為模內熱切模具擁有如下顯著特點:
1、模內澆口分離自動化,降低對人的依賴度;傳統的塑膠模具開模后產品與澆口相連,需二道工序進行人工剪切分離,模內熱切模具將澆口分離提前至開模前,消除后續工序,有利于生產自動化,降低對人的依賴。
2、降低產品人為品質影響;在模內熱切模具成型過程中,澆口分離的自動化保證澆口分離處外觀一致性,其結果是品質一致的零件,而傳統人工分離澆口工藝無法保證澆口分離處外觀一致。因此市場上很多高品質的產品均由模內熱切模具生產。
3、降低成型周期,加強生產穩定性;
模內熱切成型的自動化,避免了生產過程中無用的人為動作,而產品的全自動化機械剪切保證品質一致性 ,在產品大規模生產過程中較傳統的模具有著不可擬比優勢。
其主要工作原理就是產品沒有頂出的時候實現產品與水口的熱分離技術,主要的過程是當模具開始生產,模具閉合時觸碰到觸點開關,觸點開關傳遞信號給時間控制器,時間控制器計算好時間(計算好切刀何時頂出,頂出時長,何時退出)輸出高壓油給油缸,油缸推動切刀,頂出狀態完成。當產品冷卻前2S,時間控制器泄壓,切刀彈簧受力于模具,將切刀與油缸退回,一個周期動作完成。正是因為這樣的技術和原理,實現了模具內的切除,改變了注塑產品的生產工藝,將注塑產品的生產推向了一個嶄新的平臺。
人工成本的有效降低,使注塑行業得到了更好的發展,改變了注塑產業的工作模式,工作人員只需要盯緊機器,便可以輕松簡單的完成整個注塑生產過程。解放了大量的生產力,使注塑產業依靠解放的生產力實現更多工作的開展。注塑產品可以經過模內的切除,去掉多余的料頭,使注塑產品經過開合模直接出產成品。這是一場巨大的注塑革命,掀起了注塑產品新的浪潮,續寫了注塑產業的新篇章。現在人們對產品表面要求越來越高;因此,模具研發設計方面起到了決定性因素,一套模具的好壞決定了一款產品的質量。產品進膠選擇在模具設計研發方面起到至關重要作用。
在澆制模型時形成的框架與零件的結合部位叫做水口,該部分是產品所不需要的多余部分,需要將其切除;而在現有技術的制作中是產品注塑出來后再次需要機器分離產品中的水口;由于不能一次性加工完成而需要經過多個加工環節,則會二次加工會進一步影響產品的良品率并且比較繁瑣費時。
綜上可知,現有技術在實際使用上顯然存在不便與缺陷,所以有必要加以改進。
 塑料機械網
塑料機械網