 塑料機械網
塑料機械網








詳細介紹
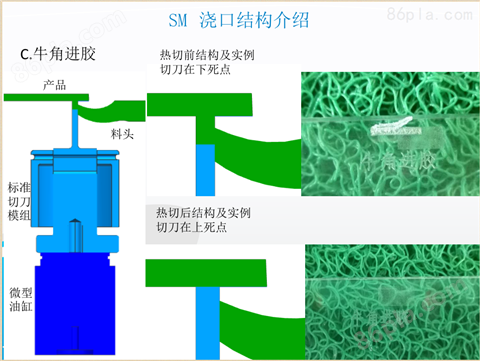
其主要工作原理就是產品沒有頂出的時候實現產品與水口的熱分離技術,主要的過程是當模具開始生產,模具閉合時觸碰到觸點開關,觸點開關傳遞信號給時間控制器,時間控制器計算好時間(計算好切刀何時頂出,頂出時長,何時退出)輸出高壓油給油缸,油缸推動切刀,頂出狀態完成。當產品冷卻前2S,時間控制器泄壓,切刀彈簧受力于模具,將切刀與油缸退回,一個周期動作完成。正是因為這樣的技術和原理,實現了模具內部料頭的切除,改變了注塑產品的生產工藝,將注塑產品的生產推向了一個嶄新的平臺。
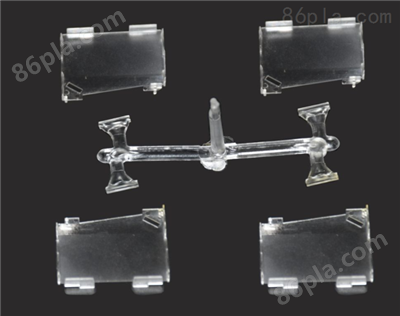
人工成本的有效降低,使注塑行業得到了更好的發展,改變了注塑產業的工作模式,工作人員只需要盯緊機器,便可以輕松簡單的完成整個注塑生產過程。解放了大量的生產力,使注塑產業依靠解放的生產力實現更多工作的開展。注塑產品可以經過模內的切除,去掉多余的料頭,使注塑產品經過開合模直接出產成品。這是一場巨大的注塑革命,掀起了注塑產品新的浪潮,續寫了注塑產業的新篇章。現在人們對產品表面要求越來越高;因此,模具研發設計方面起到了決定性因素,一套模具的好壞決定了一款產品的質量。產品進膠選擇在模具設計研發方面起到至關重要作用。
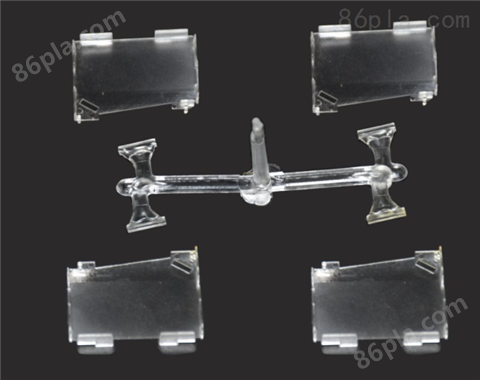
在澆制模型時形成的框架與零件的結合部位叫做水口,該部分是產品所不需要的多余部分,需要將其切除;而在現有技術的制作中是產品注塑出來后再次需要機器分離產品中的水口;由于不能一次性加工完成而需要經過多個加工環節,則會二次加工會進一步影響產品的良品率并且比較繁瑣費時。
綜上可知,現有技術在實際使用上顯然存在不便與缺陷,所以有必要加以改進。


 塑料機械網
塑料機械網