注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
河南山美重工機械制造有限公司

河南山美重工機械制造有限公司
高錳鋼是破碎機資料的一種,高錳鋼破碎齒的水韌處理工藝對破碎機的工作效率有著很大的影響,那么該工藝到底是一種什么樣的工藝呢?高錳鋼破碎齒的水韌處理工藝到底是什么工藝?
高錳鋼是破碎機資料的一種,高錳鋼破碎齒的水韌處理工藝對破碎機的工作效率有著很大的影響,那么該工藝到底是一種什么樣的工藝呢?高錳鋼破碎齒的水韌處理工藝到底是什么工藝?
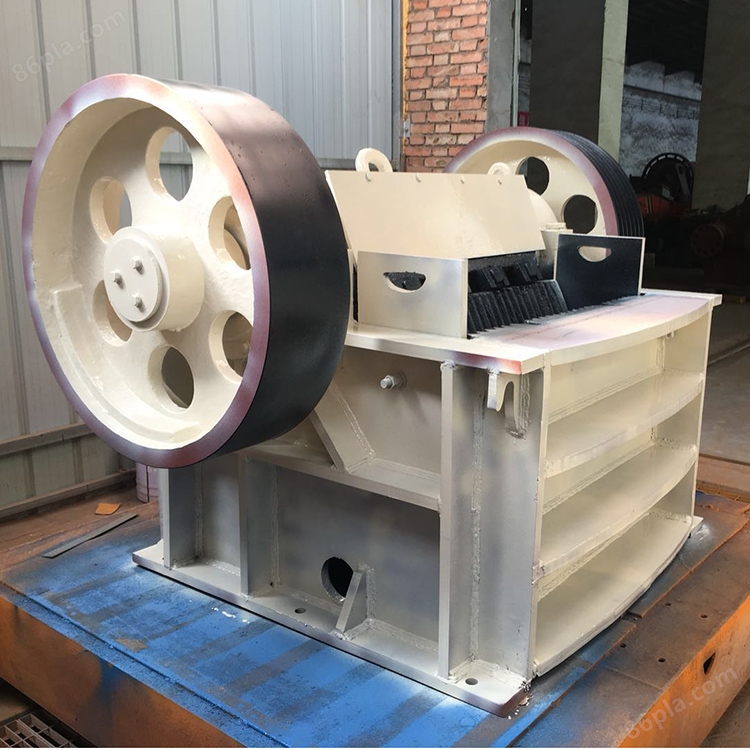
升溫速度要按鑄件復雜程度、壁厚大小和含碳量凹凸來確定。高錳鋼破碎齒的水韌處理工藝到底是什么工藝?鑄件外形尺寸較小,結構簡略,壁厚均勻且較薄,可采用快速升溫工藝;與此相反的鑄件采用慢速升溫工藝。為此,可采用50~60(℃/h)的加熱速度。一般的高錳鋼水韌溫度為1 000℃,但對含Cr大于2.5%的含硼高錳鋼水韌處理溫度要高于1110℃才可能形成單一的奧氏體安排,另外由于超高錳鋼加入了合金元素Cr和Mo,其 水淬溫度較一般高錳鋼將提高30℃~50℃,所以將水韌溫度定位在1110℃~1130℃。高溫加熱后有必要快速冷卻,避免在冷卻過程中分出碳化物,否則將 導致鋼的耐性和耐磨性下降。保溫時刻可取2.5~3(min/mm)。
淬火時要嚴格規則從爐門開啟到鑄件下水的時刻不能超過30s,并且要想碳化物不重新分出,鑄件有必要快速冷卻,鑄件入水時的水溫文水量是到達快速冷卻 的充要條件,入水時水溫要≤30℃,并采用循環水冷卻,并作上下左右運動,確保均勻快速冷卻,出水后水溫要≤45℃。要滿足后一個目標,每噸鑄件要有8 t~10 t水量才行,水池要有鼓風裝置或設有排出熱水、注進冷水的水池,選8 t水/t鑄件,否則為10 t水/t鑄件。

關于厚度大于80mm的高錳鋼件水韌后,心部冷速慢,分出了針狀碳化物,使功能下降。為了削減高溫下碳化物固溶的困難,下降能耗及縮短生產周期,對80mm~100 mm厚度的簡略鑄件,可采用200℃入爐,以70~80(℃/h)速度升溫,不進行650℃保溫的水韌工藝。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN



塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼