注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
北京航天縱橫檢測儀器有限公司

北京航天縱橫檢測儀器有限公司
暫無信息 |
垂直水平燃燒性能檢測儀器規定了在實驗室內對水平和垂直方向放置的式樣用小火焰火源點燃后,測定式樣的燃燒速度,有焰燃燒和無焰燃燒時間。
一、概述
CZF-3型垂直水平燃燒性能檢測儀器是根據國家標準 GB2408《塑 料燃燒性能試驗方法--水平法和垂直法》而研制的,*國 家標準 GB/T2408 規定的技術要求。可在同一臺儀器進行塑料水平 燃燒和垂直燃燒兩種方法的試驗,自動記錄試驗時間并可保存。 垂直水平燃燒性能檢測儀器與國外同類儀器相比,具有自動化程度高,記時準確,自動顯試 結果等優點,與的式樣支架配合,同樣用于 GB/T5455-1997《紡織織物—阻燃性能測定—垂直法》試驗。 本儀器規定了在實驗室內對水平和垂直方向放置的式樣用小火焰火源點燃后,測定式樣的燃燒速度,有焰燃燒和無焰燃燒時間。
二、儀器工作條件及主要技術指標
1. 環境溫度:-10℃~30℃
2. 相對濕度:≤85%
3. 供電電壓和功率:220V±10% 50HZ 功率小于 100W。
4. 單片機控制,試驗數據自動存儲,讀取自動計時。
5. 自動點火本生燈施加火焰時間有10s、12s、30s 可選擇,精度±0.2s。
6. 本生燈內徑:9.5mm±0.3mm 本生燈可在0-45°范圍內傾斜。
7. 本生燈藍色火焰高度:15mm-45mm 可任意調節,配有火焰高度標 尺。
8. 試樣夾大夾指厚度:≤13mm
9. 試樣夾垂直方向調整距離:≤100mm ,試樣夾水平方向調整距離≤70mm。
10.水平試樣夾可90°收放紡織品試樣夾
11.本生燈自動點火時間:任意設定
12.本生燈內徑 9.5mm±0.3mm
13.氣源:液化石油氣
14.儀器重量約:40kg
15.儀器外型尺寸約:890mm×370mm×1000mm
三、試樣制作要求式樣尺寸列表
方法 尺寸
| 長 | 寬 | 厚 |
每組(數量) |
mm | ||||
水平法 | 125±5 | 13.0±0.3 | 3.0±0.2 | 3 根 |
垂直法 | 125±5 | 13.0±0.3 | 3.0±0.2 | 5 根 |
四、燃燒箱介紹(見圖二)
4.1.風量調節器螺母:本生燈點著后,調節風量螺母至藍色火焰。
4.2.角度標牌:試驗時本生燈可傾斜 0-45 度角。
4.3. 本生燈燈管。
4.4. 紡織織物式樣夾。
4.5. 縱向調節手柄。
4.6. 橫向調節手柄。
4.7. 垂直式樣夾。
4.8. 手柄:式樣太厚或太薄的情況下,旋手柄配合式樣扳手使用。
4.9. 支撐件拉桿。小拉桿:做水平試驗時,用此拉桿可確定式樣尺 寸。
4.10. 金屬篩網:金屬篩網水平固定在式樣下方,與式樣下邊間距10mm,金屬篩網的邊緣與式樣自由端對齊。
4.11 水平支撐架:如不做水平試驗時,該支架可自由放下。 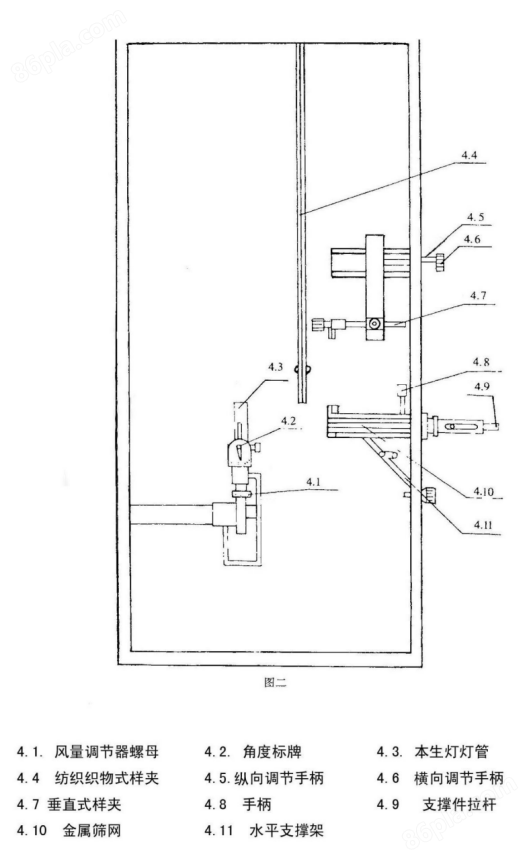
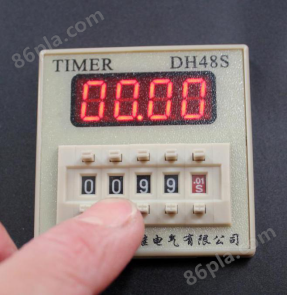
五、儀表時間設置方法
1.儀表共 5 位撥碼,中間為單位碼,M 為分鐘,S 為秒,H 為小時;
2.單位碼左邊為本單位設定值,右邊為次級單位值,例如:22H22 是設定了 22 小時 22 分鐘;11M11 為 11 分鐘 11 秒;33S33 為33 秒 33 毫秒;
3.因為試驗標準都是要求以 S 計算時間,所以中間單位碼都設置成 S;
4.施焰時間根據不同的需要設置成不同的時間,有焰時間與無焰時間均設置成做大 99S99。
六、操作步驟
1.水平法(30S 試驗開始前先將施焰時間設置為 30s)
(1)在式樣一端 25mm 和 100mm 處,垂直于長軸劃兩條標線,在 25mm 標記的另一終端,使式樣與縱軸平行,與橫軸傾斜 45 度位置夾住式 樣。
(2)在式樣下部約 300mm 處放一個滴落盤。逆時針打開儀器面板上 的“燃氣開關”,用點火器,點燃本生燈。
(3)調節“燃氣開關”點著本生燈并調節本生燈下端的滾花螺母, 使燈管在垂直位置時,產生 20mm 高的藍色火焰。將本生燈傾斜 45 度。
(4)開電源按“返回”,使本生燈退回到左側。
(5)按“啟動”將本生燈移至式樣一端,對式樣施加火焰。施焰時間結束,本生燈自動退回。停止施焰后,若試樣繼續燃燒(包括有焰燃燒或無焰燃燒),則應記錄燃燒前沿從 25 mm 標線到燃燒終止時的 燃燒時間 t(單位秒),并記錄從 25 mm 標線到燃燒終止端的燒損長度 L,(單位毫米)。
注 :如 果 燃燒前沿越過100m m標線,則記錄從25mm標線至100mm標 線間燃燒所需時間t,此時燒損長度為75mm ,
如果移開點火源后 ,火焰即滅或燃燒前沿未達到 25m m 標線,則不 計燃燒時間、燒損長度和線性燃燒速度。 操作者應記錄實際燃燒長度,按下面公式計算燃燒速度:V=60L/t
式中:V—線形燃燒速度,(mm/min),L—燒損長度(mm),t—燒損 L 長度所用的時間(S)。
分級標志:材料的燃燒性能,按點燃后的燃燒行為,可分為下列四級(符號FH表 示水平燃燒):
FH -1 :移 開點火源后,火焰即滅或然燒前沿未達到25m m標線;
FH -2 :移 動點火源后,燃燒前沿越過25m m標線,但未達到100m m標線。在FH-2級中,燒損長度 應寫進分級標志,如FH-2-70 mm,
FH -3 :移 開點火源后,燃燒前沿越過100m m標線,對于厚度在3至13m m的試樣,其燃燒速度不大于40 mm/min;對于厚度小于3 mm的試樣,燃燒速度不大于75 mm/min。在FH-3級中,線性燃燒速度應寫進分級標志,如FH-3-30 mm/min;
FH -4 :除 線性燃燒速度大于規定值外,其余與FH-3級相同。其燃燒速度也應寫進分級標志,如FH-。
2.垂直法(10S 試驗開始前先將施焰時間設置為 10s)
(1)由 4.6 縱向調節手柄調整,使試樣與本生燈對齊,經過 4.5 縱向 調節手柄旋動調整,使試樣底端與上端保持 10mm 的高度。用標配標 尺標定本生燈與試樣的位置,保證 10mm 的距離。
(2)點著本生燈并調節,使之產生 20mm±2mm 高的藍色火焰。
(3)開電源→“返回”
(4)做垂直試驗時需要無焰時間,可按“水平/垂直”鍵打開無焰時間的顯示器。
(5)按“啟動”將本生燈移至式樣下端,對式樣施加火焰,當施焰 時間結束(10S)后,本生燈自動退回,“有焰時間”開始計時。
(6)當有焰燃燒結束時,按“有焰計時”,用筆記錄下有焰時間,再 次按“啟動”對式樣施加火焰,當施焰時間結束(10S)后,本生燈 自動退回,“有焰時間”開始計時。
(8)當有焰燃燒結束按“有焰計時”,有焰時間停止計時,同時“無焰時間”開始計時。
(9)當無焰燃燒結束至陰燃時,按“無焰計時”,無焰計時停止,用 筆記錄下有焰時間及無焰時間。
(10)重復本節(5)—(9)各步驟,直至一組式樣結束。
(11)在式樣的過程中,若有滴落物引燃脫脂棉的現象(脫脂棉需客 戶在試驗前自備),按“返回”,該式樣停止試驗。
(12)在施焰時間內,若出現火焰蔓延至夾具的現象,按“返回”結 束此式樣的試驗。
(14)試驗結果按下式計算:時間 tf,以秒為單位: Tr=∑(T1i+T2i)
i=1
式中 T1i—第 i 根式樣*次有焰燃燒時間,S;
T2i—第 i 根式樣第二次有焰燃燒時間,S;
i—試驗次數 i—1—5 (15)結果的評定:
試驗結果按下表規定,將材料的燃燒性能歸為 94V—0,94V—1,
94V—2 三個級別:
條 件 | 級 別 | |||
94V—0 | 94V—1 | 94V—2 | △ | |
每根式樣的有焰燃燒時間(T1+T2) | ≤10 | ≤30 | ≤30 | >30 |
對于任何狀態調節條件,每組五根式 樣有焰燃燒時間總和 Tf | ≤50 | ≤250 | ≤250 | >250 |
每根式樣第二次施焰后的有焰加上 無焰燃燒時間(T2+T3) | ≤30 | ≤60 | ≤60 | >60 |
每根式樣有焰燃燒或無焰燃燒蔓延 到夾具的現象 | 無 | 無 | 無 | 有 |
|
|
|
|
|
滴落物引燃脫脂棉現象 | 無 | 無 | 有 | 有或無 |
注:△表示該材料不能用 垂直法分級,應采用水平法對其燃燒性能 分級。
六、隨機清單
序號 | 名稱 | 單位 | 數量 |
1 | 電源線 | 根 | 1 |
2 | 滴落盤 | 只 | 1 |
3 | 緊箍 | 個 | 2 |
4 | 10*14氣源管 | 米 | 1.5 |
5 | 刻度標尺 | 只 | 1 |
6 | 說明書 | 份 | 1 |
7 | 合格證 | 張 | 1 |
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN









塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼



