 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)








詳細(xì)介紹
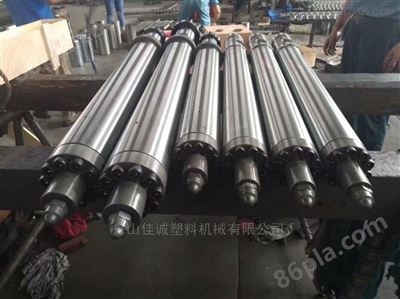
注塑機(jī)螺桿介紹:
采用優(yōu)質(zhì)合金鋼38CrMoALA制造,產(chǎn)品經(jīng)負(fù)離子氮化后具有*的耐磨、耐腐蝕,提高壽命等特點(diǎn),螺桿種類:漸變型、突變型、波浪型、雙屏型、錐型、分流型、分離型、排氣型、銷(xiāo)釘型、多變型、混合型、雙頭、三頭、多頭型、造粒型等。機(jī)筒螺桿壓縮比可根據(jù)不同的產(chǎn)品及不同的配方進(jìn)行設(shè)計(jì)。
采用優(yōu)質(zhì)合金鋼38CrMoALA制造,產(chǎn)品經(jīng)負(fù)離子氮化后具有*的耐磨、耐腐蝕,提高壽命等特點(diǎn),螺桿種類:漸變型、突變型、波浪型、雙屏型、錐型、分流型、分離型、排氣型、銷(xiāo)釘型、多變型、混合型、雙頭、三頭、多頭型、造粒型等。機(jī)筒螺桿壓縮比可根據(jù)不同的產(chǎn)品及不同的配方進(jìn)行設(shè)計(jì)。
翻新工藝;
1、 扭斷的螺桿要根據(jù)機(jī)筒的實(shí)際內(nèi)徑來(lái)考慮,按與機(jī)筒的正常間隙給出新螺桿的外徑偏差進(jìn)行制造。
2、 磨損螺桿直徑縮小的螺紋表面經(jīng)處理后,熱噴涂耐磨碳化鎢合金,然后再經(jīng)磨削加工至尺寸。
3、 在磨損螺桿的螺紋部分堆焊耐磨碳化鎢合金。根據(jù)螺桿磨損的程度堆焊1~2mm厚,然后磨削加工螺桿至尺寸。這種耐磨碳化鎢合金由C、Cr、Vi、Co、W和B等材料組成,增加螺桿的抗磨損和耐腐蝕的能力。
注塑機(jī)螺桿參數(shù):
注塑機(jī)螺桿參數(shù):
螺桿加工直徑范圍:Φ25-Φ300
長(zhǎng)徑比:L/D=8-40
調(diào)質(zhì)硬度:HB240°-280°
氮化硬度:HV850°-1000°
氮化深度:0.45-0.7mm
氮化脆性:≤二級(jí)
表面粗糙度:Ra0.4
螺桿直線度:0.015mm
氮化后表面鍍硬鉻度:≥900HV
鍍鉻層厚度:0.05-0.10mm
合金深度:0.8-2.0mm
雙合金硬度:HRC56°~65°(合金采用鎳基合金)
材料:
優(yōu)質(zhì)合金鋼
① 38CrMoALA(JIS SACM645)
② 42CMo(JIS SCM440)
③ 9Cr18MoV
④ CW6Mo5Cr4V2
4、 修復(fù)螺桿底徑作電鍍硬鉻處理方法,鉻也是耐磨和抗腐蝕的金屬,但硬的鉻層比較容易脫落。
 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)