 塑料機械網(wǎng)
塑料機械網(wǎng)








詳細(xì)介紹
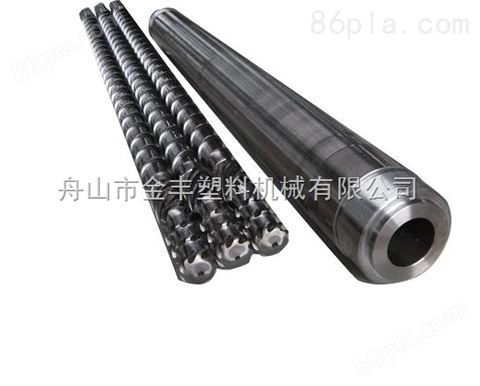
吹膜機螺桿機筒簡介:
機筒與螺桿配合工作,機筒包容螺桿,螺桿在機筒內(nèi)轉(zhuǎn)動。當(dāng)螺桿旋轉(zhuǎn)推動塑料在機筒內(nèi)向前移動時,由機筒外部加熱傳導(dǎo)熱量給筒內(nèi)塑料,再加上螺桿上的螺紋容積的逐漸縮小,使螺紋槽內(nèi)的塑料受到擠壓、翻轉(zhuǎn)及剪切等多種力的作用后被均勻混合塑煉,隨著向機筒前部移動的同時,逐漸熔融呈黏流態(tài),完成對塑料的塑化。機筒與螺桿的正常配合工作,保證了擠出機的連續(xù)擠塑原料成型生產(chǎn)。
吹膜機螺桿機筒注意事項:
1、在加工時,盡量使物料塑化均勻,不要讓金屬異物混入料中,減少螺桿料筒轉(zhuǎn)動扭矩力。
2、螺桿料筒未達(dá)到預(yù)調(diào)溫度時,切勿啟動機器。
3、防止金屬碎片及雜物落入料斗,若加工回收料,便需加上磁性料斗以防止鐵屑等進(jìn)入螺桿料筒。
4、使用防涎時要確定螺桿料筒內(nèi)塑料*熔融,以免螺桿后退時損壞傳動系統(tǒng)零件。
5、使用新塑料時,應(yīng)把螺桿料筒的余料清洗干凈。
6、當(dāng)熔融塑料溫度正常但又不斷發(fā)現(xiàn)熔融塑料出現(xiàn)黑點或變色時,應(yīng)檢查膠螺。
7、螺桿料筒內(nèi)的螺桿拆出后,趁機筒有余溫,物料等殘留物較軟時,使用布卷擦凈機筒。
8、以燈光照射,檢查機筒內(nèi)壁有無異常劃痕和刮傷。
9、測量機筒內(nèi)徑尺寸變化,與未使用時和本次使用前機筒內(nèi)徑尺寸對照,判斷磨損情況。
10、之后檢查機筒其他部分有無損傷。螺桿料筒擦凈后,不要涂油防銹。


 塑料機械網(wǎng)
塑料機械網(wǎng)