 塑料機械網
塑料機械網









詳細介紹
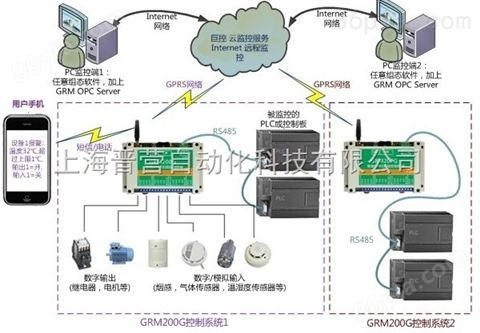
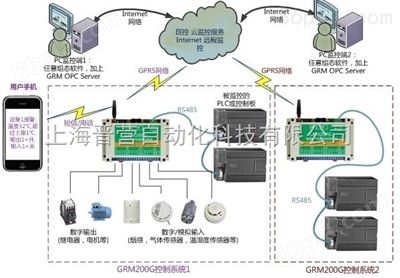
供應西門子S7-200EM223板卡
西門子S7200EM223擴展模塊 西門子S7200EM223擴展模塊
- 為CPU的本機I/O提供更多的數字量輸入/輸出
數字量輸入/輸出模塊支持:
- 連接控制系統的數字量過程信號
- 向過程控制系統輸出數字量控制信號
數字量輸入/輸出模塊轉換
- 來自過程的外部數字信號電平轉換成S7-200內部信號電平
- 將S7-200的內部信號電平轉換成過程所要求的外部信號電平。
上海晉營自動化科技有限公司
:喬 靜
電 話:(同號)
傳 真:
郵 箱:3548508227
:3548508227
上海市松江區翔昆路150號
S7-200系列PLC可提供4種不同的基本單元和6種型號的擴展單元。其系統構成包括基本單元、擴展單元、編程器、存儲卡、寫入器、文本顯示器等。
1.基本單元
S7-200系列PLC中可提供4種不同的基本型號的8種CPU供選擇使用,其輸入輸出點數的分配見表4-11:
表4-11 S7-200系列PLC中CPU22X的基本單元
型 號 | 輸入點 | 輸出點 | 可帶擴展模塊數 |
S7-200CPU221 | 6 | 4 | — |
S7-200CPU222 | 8 | 6 | 2個擴展模塊 78路數字量I/O點或10路模擬量I/O點 |
S7-200CPU224 | 14 | 10 | 7個擴展模塊 168路數字量I/O點或35路模擬量I/O點 |
S7-200CPU226 | 24 | 16 | 2個擴展模塊 248路數字量I/O點或35路模擬量I/O點 |
S7-200CPU226XM | 24 | 16 | 2個擴展模塊 248路數字量I/O點或35路模擬量I/O點 |
2.擴展單元
- 電 話:(同號)
S7-200系列PLC主要有6種擴展單元,它本身沒有CPU,只能與基本單元相連接使用,用于擴展I/O點數,S7-200系列PLC擴展單元型號及輸入輸出點數的分配如表4-12所示。
- 供應西門子S7-200EM223板卡
表4-12 S7-200系列PLC擴展單元型號及輸入輸出點數
類 型 | 型 號 | 輸入點 | 輸出點 |
數字量擴展模塊 | EM221 | 8 | 無 |
EM222 | 無 | 8 | |
EM223 | 4/8/16 | 4/8/16 | |
模擬量擴展模塊 | EM231 | 3 | 無 |
EM232 | 無 | 2 | |
EM235 | 3 | 1 |
3.編程器
PLC在正式運行時,不需要編程器。編程器主要用來進行用戶程序的編制、存儲和管理等,并將用戶程序送入PLC中,在調試過程中,進行監控和故障檢測。S7-200系列PLC可采用多種編程器,一般可分為簡易型和智能型。
簡易型編程器是袖珍型的,簡單實用,價格低廉,是一種很好的現場編程及監測工具,但顯示功能較差,只能用指令表方式輸入,使用不夠方便。智能型編程器采用計算機進行編程操作,將的編程軟件裝入計算機內,可直接采用梯形圖語言編程,實現在線監測,非常直觀,且功能強大,S7-200系列PLC的編程軟件為STEP7-Micro/WIN。
4.程序存儲卡
為了保證程序及重要參數的安全,一般小型PLC設有外接EEPROM卡盒接口,通過該接口可以將卡盒的內容寫入PLC,也可將PLC內的程序及重要參數傳到外接EEPROM卡盒內作為備份。程序存儲卡EEPROM有6ES 7291-8GC00-0xA0和6ES 7291-8GD00-0xA0兩種,程序容量分別為8K和16K程序步。
5.寫入器
寫入器的功能是實現PLC和EPROM之間的程序傳送,是將PLC中RAM區的程序通過寫入器固化到程序存儲卡中,或將PLC中程序存儲卡中的程序通過寫入器傳送到RAM區。
6.文本顯示器
文本顯示器TD200不僅是一個用于顯示系統信息的顯示設備,還可以作為控制單元對某個量的數值進行修改,或直接設置輸入/輸出量。文本信息的顯示用選擇/確認的方法,zui多可顯示80條信息,每條信息zui多4個變量的狀態。過程參數可在顯示器上顯示,并可以隨時修改。TD200面板上的8個可編程序的功能鍵,每個都分配了一個存儲器位,這些功能鍵在啟動和測試系統時,可以進行參數設置和診斷。
西門子S7-200模塊6ES7211-0AA23-0xB0 還要完成內部處理、輸入采樣、通信服務、程序執行、自診斷、輸出刷新等工作
Siemens編程器S7-200系列用在中小型設備上的自動系統的控制單元,適用于各行各業,各種場合中的檢測,監測及控制。
在這里,和大家一起來討論S7-200幾個使用方面的情況。
1.步進,伺服脈沖定位控制。
在設備的控制系統中,有關運動控制是很重要的,下面我們來看一看西門子S7-200系列PLC怎樣來實現這 個功能。
首先,確定使用哪個端口來發脈沖,如采用Q0.0發脈沖,則它的控制字為SMB67,脈沖同期為SMW68,脈 沖個數存放在SMD72中,
下面是控制字節的說明:
Q0.0 Q0.1 控制字節說明
SM67.0 SM77.0 PTO/PWM更新周期值 0=不更新,1=更新周期值
SM67.1 SM77.1 PWM更新脈沖寬度值 0=不更新,1=脈沖寬度值
SM67.2 SM77.2 PTO更新脈沖數 0=不更新,1=更新脈沖數
SM67.3 SM77.3 PTO/PWM時間基準選擇 0=1微秒值,1=1毫秒值
SM67.4 SM77.4 PWM更新方法 0=異步更新,1=同步更新
SM67.5 SM77.5 PTO操作 0=單段操作,1=多段操作
SM67.6 SM77.6 PTO/PWM模式選擇 0=選擇PTO,1=選擇PWM
SM67.7 SM77.7 PTO/PWM允許 0=禁止PTO/PWM,1=允許
西門子PLC數字量輸入模塊S7-200EM221CN西門子PLC數字量輸入模塊S7-200EM221CN
前 言 電 話:(同號)
*以來,PLC始終處于工業自動化控制領域的主戰場,為各種各樣的自動化控制設備提供了非常可靠的控制應用。其主要原因,在于它能夠為自動化控制應用提供安全可靠和比較完善的解決方案,適合于當前工業企業對自動化的需要。另一方面,PLC還必須依靠其他新技術來面對*逐漸縮小所帶來的沖擊,尤其是工業PC所帶來的沖擊。PLC需要解決的問題依然是新技術的采用、系統開放性和價格。
PLC技術展的zui終趨勢仍然是人們所爭論的焦點之一。大多數人認為,PLC將會繼續失去*;更有甚者認為,在工業PC面前,PLC將會一步一步走向死亡;但也有一部分人相信,一些特殊工業應用領域仍將為PLC提供一定的*。
在工業計算機控制領域,圍繞開放與再開放過程控制系統、開放式過程控制軟件、開放性數據通信協議,已經發生巨大變革,幾乎到處都有PLC,但這種趨勢也許不會繼續發展下去。隨著軟PLC(SoftPLC)控制組態軟件技術的誕生與進一步完善和發展,安裝有SoftPLC組態軟件和基于工業PC控制系統的*正在逐步得到增長,這些事實使傳統PLC供應商在思想上已經發生了戲劇性的變化,他們必須面對現實,在傳統PLC的技術發展與提高方面作出更加開放的高姿態。對于控制軟件來講,這是PLC控制器的核心,PLC供應商正在向工業用戶提供開放式的編程組態工具軟件,而且對于工業用戶表現得非常積極。此外,開放式通信網絡技術也得到了突破,其結果是將PLC融入更加開放的工業控制行業。
一、開放和基于工業PC控制
PLC制造商已經開始注視基于工業PC控制技術所帶來的強大沖擊。有專家甚至認為,新商務活動所帶來的新技術和開放技術規范將會埋葬傳統PLC。PLC制造商認為,雖然在工業現場安裝有大量的PLC控制設備,但他們仍然需要聯合工控軟件公司,以便開發他們自己的基于工業PC的過程控制軟件。
誠然,幾年前在工業現場明顯存在著新舊PLC混合使用的情況,工業用戶不得不同時學習相關的新舊知識,甚至彼此借鑒學習。大多數PLC制造商為工業用戶僅僅提供了軟邏輯和一種操作平臺。
在應用方面,很難進一步區分PLC控制系統和工業PC控制系統之間的差異,因為這兩者均采用了同樣類型的微處理器和內存芯片。形象地打個比喻,如果你忘掉工業PC和PLC這些詞語字面上的含義,那么在箱子里所能夠觀察到的恰恰是一些基本計算機硬件技術,我們更多觀察到的卻是那些基本技術的復雜化和混合體,這些技術被有效地組合到控制系統中去。
另外,采用開放控制的原因一方面是系統功能集成的需要,另一方面也是由于一些工業用 戶對功能過分苛求所致。如果能夠給予高度的重視,就能夠獲得更多的基本技術知識。PLC制造商專注于系統功能化,而工業用戶則專注于系統應用。人們可以看到,將來的發展趨勢是將更多的功能進一步集成到一個控制箱內。因而像順序控制和過程控制這樣的事件將會采用功能化方式進行處理,其他像運動控制等也能夠共享到相同的控制結構體系中。
可以相信,PLC技術將繼續向開放式控制系統方向轉移,尤其是基于工業PC的控制系統。后者除了在靈活性方面比傳統PLC具有截然不同的優勢外,還具有其他優點,如能夠縮短系統投放到市場的周期,降低系統投資費用,提高從工廠底層到企業辦公自動化的數據信息流動效率等。
關于工業PC控制系統的實時響應問題已經得到很好的解決,也許其主要的東西仍然隱藏在技術背后,但缺乏相應的跟蹤記錄。對于PLC來講,堅固性是其主要特點之一,這已經有相當多的跟蹤記錄來驗證。工業用戶仍然非常小心地對待PLC,他們正在對PLC作不同的技術測試工作。在利用一種新技術時,工業用戶需要考慮的問題是要冒多大的風險,同時需要考慮對其商務活動能夠帶來多少機會和收益。
但工業用戶不*相信開放式控制系統所帶來的好處。隨著技術的進一步發展,他們開始逐漸淡化這些思想觀念。工業用戶正在平衡采用新技術所存在的風險和給他們的商務活動所帶來的收益,以便為今后的決策提供有效的保障。
工業PC技術提供了許多功能,能夠增強PLC的功能特性,包括內藏視頻和高速浮點數字協處理器。盡管Microsoft公司沒有進一步提升該項功能特性的計劃,但新的Windows CE 3.0完*夠更好地滿足過程控制的需要。
不久前,Siemens公司公布了一套新的基于開放式控制系統的軟件產品,即3.0版本的SIMATIC WinAC(Windows自動化中心)。WinAC是基于Windows NT,與SIMATIC S7 PLC兼容的適合于工業PC的控制系統解決方案。WinAC 3.0提供了具有較高集成度的Profibus現場總線局域網的連接性能,以及遠程程序設計。此外,它還為現場控制設備本地化集成提供了一種新的DeviceNet I/O設備驅動程序,用于連接所安裝的DeviceNet I/O設備。
Steeplechase軟件公司也已推出了一套支持硬實時過程控制的嵌入式Windows NT操作系統接口部件。該部件進一步結合了Steeplechase公司采用SBS技術并運行于Windows NT環境的工業Compact PCI的硬實時控制軟件。現在,Steeplechase公司的可視化邏輯控制器已經升級到5.0版。該控制器適合于Windows NT 4.0和Windows 2000兩種操作系統,它的實時引擎能夠直接與普通的Ethernet和TCP/IP集成在一起。5.0版本的控制器利用了一種增強型OPC服務器驅動程序,因而比以前的版本具有更快的運行速度。其他一些特點還包括新OI網絡特性,以及能夠讓工業用戶自己設計出豐富多彩的動態圖形畫面等。 電 話:(同號)
Transysoft公司zui近推出了新版本的ISaGRAF系列工業控制組態軟件包,即ISaGRAF PRO,它是基于IEC 61131-3標準,并獨立于任何硬件平臺的軟邏輯自動化控制軟件包。在一個網絡化過程控制系統環境中,該軟件包能夠應用于多種組態和分布式控制系統的開發,它包含了一套開發工具、應用程序工作平臺,以及相應的“虛擬機器"運行時目標。該運行時目標能夠運行于各種各樣的硬件平臺。
CTC自動化工程公司已經發布了一套新的控制軟件包MachineLogic PCLC(工業PC邏輯控制器),該軟件可以讓工業PC扮演PLC的角色,且仍然保持著工業PC的功能特性。該軟件能夠完成一臺PLC所確定的控制任務,并且與程序執行時間一樣快,均在1 ms以內;還能夠同時處理多任務工作,但不能同時超過16個控制任務。一種具有優先級和多任務處理內核的機制保持著對每一件控制任務的跟蹤,確保控制任務能夠取得zui高的優先權。該軟件能夠運行全部5種IEC 61131-3標準程序設計語言和PID控制程序,支持兩種類型的I/O控制設備。一種是像Profibus和DeviceNet等這樣的現場總線I/O設備;另一種是像ISA和PC/104這樣的工業PC I/O模板。另外,該軟件還提供了對控制系統的在線編輯組態功能。程序可以在Windows 95/98和Windows NT下開發并運行,但也能夠在RTXDOS下執行。
SoftPLC公司也提供了一種工控軟件產品Tealware,有人非常形象地把這種軟件產品稱作穿著工業PC衣服的PLC。那些安裝在支架上的控制系統已經有了小型PLC的形狀系數,但SoftPLC公司的控制軟件已經被嵌入到CPU中。Tealware軟件能夠滿足各種類型工業用戶的需要,從小型、單機系統到大型、分散多控制工作站應用。其特點包括全系列I/O模件、內藏Ethernet和工業串行通信接口。
zui近,Tealware軟件已經升級到2.3版本。其中,控制軟件提供了事實上無限的梯形圖邏輯控制步序,同時允許有超過百萬字的數據表;許多OI/SCADA應用接口;內藏Java引擎和FTP服務器用于遠程維護與管理;支持用戶自己編寫的C、C++、Java程序和設備驅動程序;適合于嵌入式Web服務器用;程序設計的在線運行模式;堅固的I/O模件支持能力和許多其他標準PLC功能;可以運行所輸入的,或者是經過轉換的A-B公司的PLC-5、PLC-2/PLC、PLC-3和SLC-500程序。
二、Ethernet的擴展與進一步容納Web技術
當前,在所有過程控制領域,zui大的發展趨勢之一就是Ethernet技術的擴展。PLC也例外,現在,越來越多的PLC供應商開始提供Ethernet接口部件。在zui近的幾年間,我們已經看到,發展比現有普通小快靈PLC更加強大的PLC是種趨勢。Ethernet將會成為PLC的通信標準嗎?也許zui終結果是這樣的,但現在還為時尚早。對于在PLC上提供Ethernet接口將能夠解決所有通信問題,人們普遍存在著誤解。Ethernet僅僅定義了OSI參考模型底部的幾層協議標準,如果上層協議相互之間不能兼容,那么仍然不可能進行相互之間的通信處理。打個比方,這如同一個不懂英語的中國人與一個不懂漢語的美國人之間是不能夠通過進行對話一樣。因此,協議就是設備之間相互通信的語言。
另一方面,前進的步伐已經邁出,我們只有迎著困難而上,為了將Ethernet技術應用到工廠底層的現場過程控制設備中去,ODVA協會為此建立了一套性標準技術規范,即Ethernet/IP標準,以便能夠解決在實際工作中所遇到的困難。
向Ethernet靠近的一個目的在于通過Internet能夠連接到所希望的任何地方。實際上,在一些意想不到的地方,Web服務器正在顯露出其應有的威力。幾年前,有一些PLC系統已經內藏了Web服務器,這無疑又為PLC系統增加了更多的特點。其他類型的控制設備也正在準備進一步集成Web服務器。例如,Square D公司已經有一個具備Ethernet連接接口的發動機控制中心,并正在準備開發一種內藏Web服務器連接接口的變速裝置。
內藏Web服務器所體一風的益處包括開放網絡、商業工具的影響、客戶機/服務器關系。在過去,工業用戶可能會有代表性地詢問一些有關PLC方面的信息,但在現在,由于新技術的不斷誕生和發展,工業用戶很容易就可以得到有關這方面的信息。另一方面,隨著芯片和處理器大規模的生產,PLC生產制造商能夠生產并提供開放網絡的產品,讓工業用戶花較少的費用就能夠購買到功能非常完善的PLC產品。
在為將PLC連接到Ethernet和Web上提供方面,Schneider公司已經成了者之一。zui近,該公司推出了一種運行于Premium PLC平臺的新型快速Ethernet(100 Mb/s)模件。該模件為PLC能夠連接到TCP/IP的Ethernet提供了全雙工自適應10/100Mb/s的連接速度,現場過程控制器之間可以共享實時數據信息,自動掃描Momentum I/O模件和其他任何基于Modbus通信協議的現場控制設備,采用一個嵌入式Web服務器提供HTML通信服務,同時提供了SNMP用于標準網絡通信管理。在一次展覽會上,Schneider公司還向工業用戶展示了他們有關透明工廠的觀念。
另外,Schneider公司zui近還推出了基于Modicon公司的Momentum MIE系列處理器的適配器,該適配器提供了標準IEC程序控制性能,進一步為e-制造提供了*的解決方案。該適配器還提供了將智能化I/O系統和其他現場過程控制設備連接到Internet和Ethernet的能力,現場過程控制設備包括所有功能化實時過程控制器。
幾年前,Rockwell自動化公司也在其PLC產品中提供了Ethernet接口,而且正在堅定不移地穩步提高Ethernet的功能特性。該公司zui近已經公布了一種柔性I/O模件解決方案,這種柔性I/O模件利用非版本的Ethernet技術能夠提供實時過程控制性能。A-B公司提供的1756型ControlLogix I/O也是基于標準Ethernet TCP/IP和UDP數據傳輸協議的組件,其應用層使用了一種開放式、面向對象、基于生產者/ 消費者的技術。這種技術在ControlNet、DeviceNet和FF現場總線H1網絡系統中也能夠找到。
三、置位/復位指令型順序控制系統設計法
1.步進階梯設計圖5a為用置位/復位指令設計的順序控制系統步進階梯。其設計依據也是圖1所示的控制流程。該步進階梯結構的特點是每步的輔助繼電器都有一個置位線圈和一個復位線圈,二者編號相同。步1利用置位指令S使輔助繼電器M1置位(即M1線圈得電后內部自鎖),建立步1程序,并為步2提供步進條件信號。當步2的轉步主令信號發出(X2閉合),指令S使M2置位,建立步2程序,同時復位指令R使M1復位,撤銷步1程序。同理可畫出后續各步繼電器置位/復位梯形圖。當zui后一步完成并回到原位(X1閉合)時,指令R使M4復位,系統的工作循環結束。
四、移位指令型順序控制系統設計
1.步進階梯設計設計依據如圖6所示。圖7a為按圖6所示要求采用移位指令設計法設計的順序控制系統步進階梯,這種步進階梯由一個8位移位寄存器(由移位指令定義輔助繼電器M20~M27而成)作為控制元件。該移位寄存器中的IN為移位數據輸入端,CP為移位脈沖輸入端,R為復位端。這三個輸入端的輸入信號均為脈沖上升沿有效。對順序控制系統來說,輸入IN的信號必須是一個單脈沖信號,即移位數據為“1"。起動步1時,IN和CP同時輸入按鈕信號X0的脈沖上升沿后,在IN端生成的移位數據“1"便移入移位寄存器的M20位,此時該位有輸出(即輸出M20的常開觸點閉合信號),建立步1程序,并為步2提供步進條件信號;M20的常閉觸點即時斷開IN輸入端和CP的步1輸入端,完成數據“1"輸入和移位脈沖輸入。從步2起,本步的轉步主令信號一發出(X2接通),便輸入一個移位脈沖上升沿,使原來移入M20位的數據“1"移入M21位,建立步2程序,并為步3提供步進條件信號。移位后,M20位的狀態變為0,即其相應的步1被撤銷,輸出為0。依此類推便可實現整個步進階梯逐步得電和逐步失電。zui后一步完成并回到原位(X1接通)時,接通移位寄存器的復位端R,使移位寄存器復位清零,整個控制系統失電停止。
設計這種步進階梯時要注意以下問題:(1)在一個自動工作循環內,移位寄存器的移位數據輸入端IN只允許起動時輸入一個單脈沖信號。也就是說起動時只能輸入移位數據“1"。步進階梯的工作原理就是根據輸入的數據“1",在移位寄存器中逐步向高位移位來實現逐步得電和逐步失電。所以輸入端IN要串聯每個移位輸出位的常閉觸點;(2)移位寄存器對移位脈沖輸入端開關的抖動非常敏感。若開關抖動一次,相當于多輸入了一個移位脈沖,移位數據“1"隨之多移了一位。由于接點式開關被觸發時難免產生抖動。為消除這種影響,在移位脈沖輸入端的步1輸入回路,必須串聯移位寄存器0位(本例為M20)的常閉觸點,一旦移位數據移入M20位,便斷開步1的輸入回路;而從步2開始,每步的輸入回路也要串聯上一位的常開觸點。例如步2的輸入回路要串聯上一位M20的常開觸點。這樣,當移位到步2轉步主令信號對應的M21位時,便立即斷開步2的輸入回路。采用這樣的移位脈沖輸入回路結構,可確保每步的轉步輸入信號持續時間只有PLC的一個掃描周期(一般只有幾Ms),因開關的抖動時間遠大于PLC的一個掃描周期。所以可有效地消除開關抖動的影響。
2.輸出階梯設計圖7b為輸出階梯,其結構與圖4b相同,只是輔助繼電器編號不同而已。
結束語
上述4種PLC順序控制系統設計方法的共同特點是:
(1)由輸入繼電器控制輔助繼電器(包括由置位/復位指令和移位指令定義的輔助繼電器),按此構成步進階梯;
(2)由輔助繼電器控制輸出繼電器,以此構成輸出階梯;
(3)無論步進階梯還是輸出階梯,都是很有規律的回路結構。不管要設計的順序控制系統有多少步,也不管其輸入輸出點數有多少,只要弄清各種設計方法所設計的步進階梯和輸出階梯的回路結構的規律性,根據設計依據,套用其中任一種設計方法的回路結構,就能快速地一次成功設計出較復雜的PLC順序控制系統。
公司銷往全國地址有: 電 話:(同號)
北京_ 重慶_ 天津_ 上海
河北_ 石家莊_唐山_秦皇島_邯鄲_邢臺保定_張家口_承德_滄州_廊坊_衡水
山西_ 太原_大同_陽泉_長治_晉城_朔州_晉中_運城_忻州_臨汾_呂梁
內蒙古_ 呼和浩特_包頭_烏海_赤峰_通遼_鄂爾多斯_呼倫貝爾_巴彥淖爾盟_興安盟_錫林郭勒盟和滿洲里_阿拉善盟 _烏蘭察布盟_二連浩特
湖北_ 武漢_黃石_襄陽_十堰_荊州_宜昌_荊門_鄂州_孝感_黃岡_咸寧_隨州_恩施州
湖南_ 長沙_株洲_湘潭_衡陽_邵陽_岳陽_常德_張家界_益陽_郴州_永州_懷化_婁底_湘西州
廣東_ 廣州_深圳_珠海_汕頭_韶關_佛山_江門_湛江_茂名_肇慶_惠州_梅州_汕尾_河源_陽江_清遠_東莞_中山_潮州_揭陽_云浮廣西_南寧_柳州_桂林_梧州_北海_防城港_欽州_貴港_玉林_百色_賀州_河池_來賓_崇左
海南_ 海口_三亞_白沙黎族自治縣_昌江黎族自治縣_樂東黎族自治縣_陵水黎族自治縣_保亭黎族苗族自治縣_瓊中黎族苗族自治縣_西沙群島_南沙群島_中沙群島_五指山_瓊海_儋州_文昌_萬寧_東方_定安縣_屯昌縣_澄邁縣_臨高縣
四川_ 成都_自貢_攀枝花_瀘州_德陽_綿陽_廣元_遂寧_內江_樂山_南充_宜賓_廣安_達州_眉山_雅安_巴中_資陽_阿壩州_甘孜州_涼山州
貴州_ 貴陽_六盤水_遵義_安順_銅仁_畢節_黔西南州_黔東南州_黔南州
云南_ 昆明_曲靖_玉溪_保山_昭通_麗江_普洱_臨滄_*州_紅河州_西雙版納_楚雄州_大理_德宏州_怒江州_迪慶州_思茅
西藏_ 拉薩_昌都_山南_日喀則_那曲_阿里_林芝
陜西_ 西安_銅川_寶雞_咸陽_渭南_延安_漢中_榆林_安康_商洛
甘肅_ 蘭州_嘉峪關_金昌_白銀_天水_武威_張掖_平涼_酒泉_慶陽_定西_隴南_臨夏州_甘南州
青海_ 寧海_東海_北州_黃南州_海南州_果洛州_玉樹州_海西州
寧夏_ 銀川_石嘴山_吳忠_固原_中衛
新疆_ 烏魯木齊_克拉瑪依_吐魯番_哈密_昌吉州_博爾塔拉州_巴音郭楞州_阿克蘇_克孜勒蘇州_喀什_和田_伊犁州_塔城_阿勒泰
香港_ 澳門 _ 中國臺灣
遼寧_ 沈陽_大連_鞍山_撫順_本溪_丹東_錦州_營口_阜新_遼陽_盤錦_鐵嶺_朝陽_葫蘆島
吉林_ 長春_吉林_四平_遼源_通化_白山_松原_白城_延邊朝鮮族自治州
黑龍江_ 哈爾濱_齊齊哈爾_雞西_鶴崗_雙鴨山_大慶_伊春_佳木斯_七臺河_牡丹江_黑河_綏化_大興安嶺
江蘇_ 南京_無錫_徐州_常州_蘇州_南通_連云港_淮安_鹽城_揚州_鎮江_泰州_宿遷
浙江_ 杭州_寧波_溫州_嘉興_湖州_紹興_金華_衢州_舟山_臺州_麗水
安徽_ 合肥_蕪湖_蚌埠_淮南_馬鞍山_淮北_銅陵_安慶_黃山_滁州_阜陽_宿州_巢湖_六安_亳州_池州_宣城
福建_ 福州_廈門_莆田_三明_泉州_漳州_南平_龍巖_寧德
江西_ 南昌_景德鎮_萍鄉_九江_新余_鷹潭_贛州_吉安_宜春_撫州_上饒
山東_ 濟南_青島_淄博_棗莊_東營_煙臺_濰坊_威海_濟寧_泰安_日照_萊蕪_臨沂_德州_聊城_濱州_菏澤
河南_ 鄭州_開封_洛陽_平頂山_焦作_鶴壁_新鄉_安陽_濮陽_許昌_漯河_三門峽_南陽_商丘_信陽_周口_駐馬店
誠信經營、質量為本、愿交西門子工控系列產品*合作伙伴!
西門子PLC數字量輸入模塊S7-200EM221CN
按照PLC所能實現的功能不同PLC的三檔次
按照PLC所能實現的功能的不同,可以把PLC大致地分為低檔,中檔和高檔機三類。
(1) 低檔機:具有邏輯運算、計時、計數、移位、自診、監控等基本功能,還具有一定的算術運算、數據傳送和比較、通訊、遠程和模擬量處理功能。
(2) 中檔機:除具有低檔機的功能外,還具有較強的算術運算、數據傳送和比較、數據轉換、遠程、通訊、子程序、中斷處理和回路程控制功能。
(3)高檔機:除具有中檔機的功能外,還具有帶符號的算術運算、矩陣運算、函數、表格、CRT顯示、打印等功能。
在數控機床出現以前,順序控制技術在工業生產中已經得到廣泛應用。許多機械設備的工作過程都需要遵循一定的步驟或順序。順序控制即是以機械設備的運行狀態和時間為依據,使其按預先規定好的動作次序順序地進行工作的一種控制方式。
數控機床所用的順序控制裝置(或系統)主要有兩種,一種是傳統的“繼電器邏輯電路",簡稱RLC(Relay Logic Circuit)。另一種是“可編程序控制器",即PLC。
RLC是將繼電器、接觸器、按鈕、開關等機電式控制器件用導線連接而成的以實現規定的順序控制功能的電路。在實際應用中,RLC存在一些難以克服的缺點。如:只能解決開關量的簡單邏輯運算,以及定時、計數等有限幾種功能控制,難以實現復雜的邏輯運算、算術運算、數據處理,以及數控機床所需要的許多特殊控制功能,修改控制邏輯需要增減控制元器件和重新布線,安裝和調整周期長,工作量大;繼電器、接觸器等器件體積較大,每個器件工作觸點有限。當機床受控對象較多,或控制動作順序較復雜時,需要采用大量的器件,因而整個RLC體積龐大,功耗高,可靠性差等。由于RLC存在上述缺點,因此只能用于一般的工業設備和數控車床、數控鉆床、數控鏜床等控制邏輯較為簡單的數控機床。
與RLC比較,PLC是一種工作原理*不同的順序控制裝置。PLC具有如下基本功能:
1)PLC是由計算機簡化而來的。為適應順序控制的要求,PLC省去了計算機的一些數字運算功能,而強化了邏輯運算控制功能,是一種功能介于繼電器控制和計算機控制之間的自動控制裝置。
PLC具有與計算機類似的一些功能器件和單元,它們包括:CPU、用于存儲系統控制程序和用戶程序的存儲器、與外部設備進行數據通信的接口及工作電源等。為與外部機器和過程實現信號傳送,PLC還具有輸入、輸出信號接口。PLC有了這些功能器件和單元,即可用于完成各種的控制任務。PLC系統的基本功能結構框圖如圖1所示。
2)具有面向用戶的指令和于存儲用戶程序的存儲器。用戶控制邏輯用軟件實現。適用于控制對象動作復雜,控制邏輯需要靈活變更的場合。
3)用戶程序多采用圖形符號和邏輯順序關系與繼電器電路十分近似的“梯形圖"編輯。梯形圖形象直觀,工作原理易于理解和掌握。 電 話:(同號)
4)PLC可與編程機、編程器、個人計算機等設備聯接,可以很方便地實現程序的顯示、編輯、診斷、存儲和傳送等操作。
5)PLC沒有繼電器那種接觸不良、觸點熔焊、磨損和線圈燒斷等故障。運行中無振動、無噪音,且具有較強的抗*力,可以在環境較差(如:粉塵、高溫、潮濕等)的條件下穩定、可靠地工作。
6)PLC結構緊湊、體積小、容易裝入機床內部或電氣箱內,便于實現數控機床的機電一體化。
PLC的開發利用,為數控機床提供了一種新型的順序控制裝置,并很快在實際應用中顯示了強大的生命力。現在PLC已成為數控機床的一種基本的控制裝置。與RLC比較,采用PLC的數控機床結構更緊湊,功能更豐富,工作更可靠。對于車削中心、加工中心、FMC、FMS等機械運動復雜,自動化程度高的加工設備和生產制造系統,PLC則是*的控制裝置。
 塑料機械網
塑料機械網