
 |
深圳市博立斯智能裝備有限公司
主營產品: 車床機械手,數控CNC機械手,沖壓機械手,沖床機械手,自動上下料機械手,沖壓送料機械手,工業機器人,自動化生產線 |

|
深圳市博立斯智能裝備有限公司
主營產品: 車床機械手,數控CNC機械手,沖壓機械手,沖床機械手,自動上下料機械手,沖壓送料機械手,工業機器人,自動化生產線 |
| 參考價 | 面議 |
塑料機械網采購部電話:0571-88918531 QQ:2568841715
QQ:2568841715
聯系方式:查看聯系方式
更新時間:2016-05-11 16:27:31瀏覽次數:573
聯系我們時請說明是塑料機械網上看到的信息,謝謝!
數控車床機械手主要是應用于數控車床,對于零部件的加工,車床機械手的具體工作原理是,數控車床機械手與數控車床相結合,數控車床機械手可以實現所有工藝過程的工件自動抓取、上料、下料、裝卡、工件移位翻轉、工件轉序加工等,能夠*的節省人工成本,提高生產效率。特別適用于大批量、小型零部件的加工,如汽車變速箱齒輪、軸承套、剎車盤、金屬沖壓結構件等。本文,就分析一下數控車床機械手是如何對產品進行加工的?
數控車床機械手是如何對產品進行加工的?
工序劃分和安排
數控車床機械手粗加工后安排時效處理的目的是為了消除內應力對床身加工精度的影響。對于導軌面要求淬火的床身,當采用火焰淬火、高頻感應加熱淬火、中頻感應加熱淬火及超音頻感應加熱淬火時,因淬火后零件熱變形較大,應安排在磨削導軌面之前進行。如果采用工頻電接觸淬火時,因熱變形很小,一般可安排在磨削導軌面之后進行。
按照定位基準的選擇原則,在粗加工階段中,一般以導軌面定位裝夾,按劃線找正加工底平面。然后再翻轉以底平面為定位基準,加工導軌面及其它一些重要表面。當批量不大時,在粗加工階段,也可采用先加工導軌表面(這時應以導軌面本身為粗基準),然后再加工底平面的工藝順序。這樣,當導軌面粗加工后如發現不可補救的缺陷(如砂眼、氣孔和縮松等)時,即不再繼續加工,從而避免了加工底面及其它一些次要表面所需作業時間的浪費。
2.加工階段的劃分
車床機械手車床床身結構上的顯著特點是剛性差,易于變形,導軌的精度要求又高。在粗加工中切除大量金屬后會引起內應力的重新分布使床身變形,從而影響導軌面的加工精度。因此在安排工藝時,應將粗精加工分開進行。先完成各表面的粗加工,再完成各表面的半精加工和精加工,而主要表面導軌面的精加工要放在zui后進行。這樣,導軌面的加工精度就不會受到其它表面的加工或內應力重新分布的影響。
3.時效處理
床身結構比較復雜,鑄造時因各部分冷卻速度不*,會引起收縮不均勻而產生內應力,床身全部冷卻之后內應力暫時處于平衡狀態。當切削加工從毛坯表面切去一層金屬后,引起內應力的重新分布,造成床身變形,從而影響零件的加工精度。因此工藝上必須設法把它消除到zui小程度。
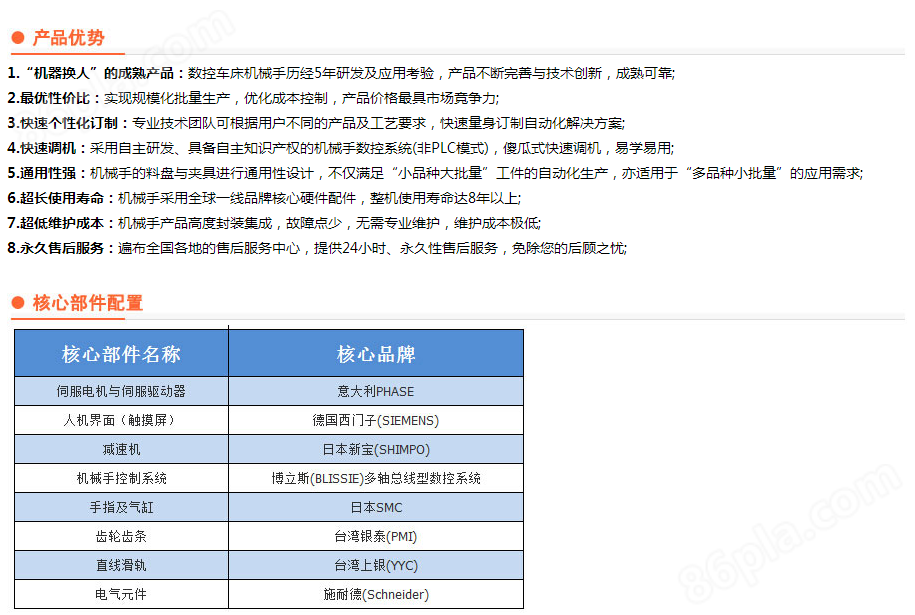
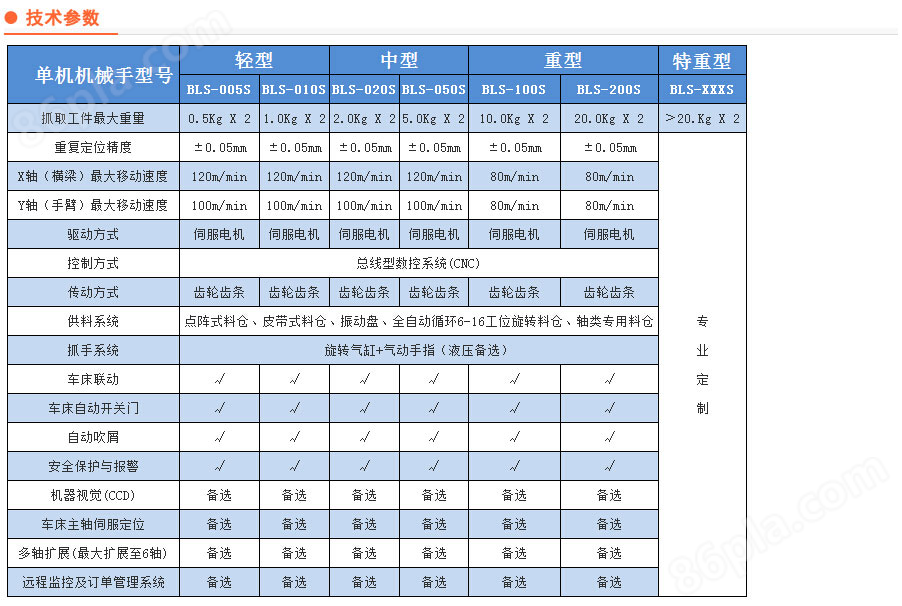
博立斯數控車內藏式機械手產品參數:



時效處理是消除內應力的主要手段,zui常用的方法有兩種:
(1)自然時效
將鑄件自然地放置在室外幾個月甚至幾年,經受風雨和氣溫變化的影響,使內應力逐漸消失。自然時效生產周期長,占地面積比較大。
(2)人工時效
將鑄件平整地放在烘板上,四周均勻受熱,以100℃~500℃/h的速度加熱到550±15℃,保溫6~8小時,再以300℃/h的速度降低到350℃后隨爐冷卻。
一般精度的機床床身在粗加工之后,經過一次人工時效處理即可,而精度較高的及有特殊要求的機床床身,需安排兩次人工時效處理。即鑄件—粗加工—人工時效—半精加工—人工時效—精加工。
目前國內外正在不斷地采用振動時效消除內應力。這種方法消除內應力的原理是:將激振器牢固地固定在機體類零件上,使其產生共振。零件在共振頻率下便受到了循環載荷的作用,持續一段時間后,金屬便產生了局部的微觀塑性變形,因此,就降低了金屬內部的應力。
振動時效具有成本低、節約能源、設備簡單、易于操作和生產率高等特點。對于形狀復雜的大型機體,只要幾十分鐘的處理就可消除內應力。這種方法可用來處理鑄造、焊接和鍛造等方法所獲得的黑色金屬零件,也能用于有色金屬零件。
4.導軌面淬火
為了提高導軌面的硬度和耐磨性,鑄鐵導軌需進行表面淬火。常見的表面淬火方法有:火焰淬火、高頻感應加熱淬火、中頻感應加熱淬火、超音頻感應加熱淬火和工頻電接觸淬火。
火焰淬火是采用氧—乙炔火焰來加熱導軌表面,有效淬硬深度可達2~4mm。這種方法加熱面積大,溫度不易控制,導軌變形較大,淬火后需進行磨削加工。
高頻感應加熱淬火頻率在70~500kHz之間。有效淬硬深度為1~2mm,淬火質量穩定。生產率也較高,但設備較復雜。中頻感應加熱淬火頻率在 500~1OOOHz之間。有效淬硬深度為1~3mm,它的優點是:發電機組運行可靠,維修操作容易。近年來不少機床導軌表面采用了中頻感應加熱淬火。超音頻感應加熱淬火頻率為20~4okHz。有效淬硬深度比高頻感應加熱淬火略深,且沿輪廓分布均勻,彌補了高頻感應加熱淬火、中頻感應加熱淬火對零件淬火時有效淬硬深度分布不均的缺陷。
工頻電接觸淬火是用表面刻有波形凸紋的銅輪以一定的速度(1.5~3m/min)在導軌面上移動。經過變壓器的低電壓大電流(U≤3V·I=600A)通過銅輪與導軌面的接觸處,產生相當大的熱量,使導軌面局部加熱到相變溫度,隨著銅輪的移開,加熱表面迅速冷卻形成有效淬硬深度約0.2~0.4mm的硬化條紋。可以通過改變電流的大小和銅輪的移動速度來調節加熱溫度和有效淬硬深度。
這種方法的優點是:導軌變形小,設備簡單,操作方便。其缺點是生產率低。
小編總結
數控車床機械手主要是由工業機械手、工件自動識別系統、自動啟動裝置、自動搬運系統等周邊設備組成,通過系統集成,可以實現單臺車床、加工單元、流水線和柔性加工單元的機加工自動化。具有定位準確、工作節拍可調、工作空間大、性能優良、運行平穩可靠、維修方便等特點。
在國內的機械加工,目前很多都是使用專機或人工進行車床上下料的方式,這在產品比較單一、產能不高的情況下是非常合適的,但是隨著社會的進步和發展,科技的日益進步,產品更新換代加快,使用專機或人工進行車床上下料就暴露出了很多的不足和弱點,一方面專機占地面積大結構復雜、維修不便,不利于自動化流水線的生產,另一方面,它的柔性不夠,難以適應日益加快的變化,不利于產品結構的調整,其次,使用人工會造成勞動強度的增加,容易產生工傷事故,效率也比較低下,且使用人工上下料的產品質量的穩定性不夠,不能滿足大批量生產的需求。
使用數控車床機械手就可以解決以上的問題,博立斯自動化機械手系統具有很高的效率和產品質量穩定性,柔性較高且可靠性高,結構簡單更易于維護,可以滿足不同種類產品,對于用戶來說,可以進行產品結構的調整和擴大產能,并且可以大大降低產業工人的勞動強度。
博立斯車床機械手能夠高效代替人工,穩定產品質量,并且用途極其廣泛受到了很多廠家的青昧。工廠中zui常用的有數控車床機械手、沖壓機械手、注塑機機械手、工業機器人等等,咨詢。



