
 QQ交談
QQ交談10噸-100噸中國打包機生產制造商

- 公司名稱:
- 更新時間:
- 所 在 地:
- 生產地址:
- 瀏覽次數:
- 河南龍躍機械設備有限公司
- 2018-05-16 17:53:39
- 鄭州市
- 1147
![]()
【簡單介紹】
【詳細說明】
本機適用與廢紙 邊角布料 塑料薄膜 塑料瓶 中草藥 漁網等松散物的壓制打包,縮小體積,便于倉儲和運輸.
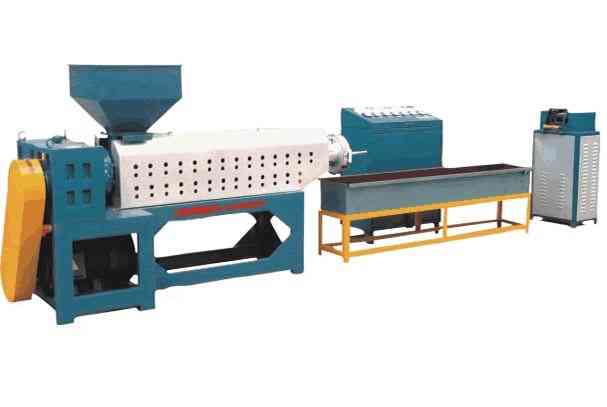
隨著社會的發展與進步,人們對包裝的要求越來越高,從社會上的各行各業所產生的低密度包裝垃圾-----泡沫(PE. PS.EVA)產品越來越多,在滿足人類需求的同時,也對我們人類生存大自然造成了*的污染。該機就是我公司針對這些產品密度、所需溫度、溶融指數都過低的性質特點而研制第六代泡沫造粒機。該機上、下一體,傳動只需一個電機,比從前傳統的分體機節能30%以上,生產出來的產品和產量都有飛躍性的提高。
我公司生產供應適用各種廢舊塑料的造粒機,泡沫造粒機,塑料造粒機輔機以及配件,該機是煤電兩用型,干濕塑料造粒機,螺桿采用38GrMoAl加工而成(另外還有優質碳鋼的螺桿供選擇),配備有電動模頭(也可根據客戶的要求選配液壓模頭或是其它模頭),輔機配備有塑料粉碎機,上料機,洗料機,脫水機,切粒機等
本產品適合中小行企業或剛創業的個體戶使用,它體積小,能耗低,操作方便,故障少,使用壽長
塑料造粒機的主機是擠塑機[1],它由擠壓系統、傳動系統和加熱冷卻系統組成。
1.擠壓系統 擠壓系統包括螺桿、機筒、料斗、機頭、和模具,塑料通過擠壓系統而塑化成均勻的熔體,并在這一過程中所建立壓力下,被螺桿連續的擠出機頭。
(1) 螺桿:是擠塑機的zui主要部件,它直接關系到擠塑機的應用范圍和生產率,由高強度耐腐蝕的合金鋼制成。
(2) 機筒:是一金屬圓筒,一般用耐熱、耐壓強度較高、堅固耐磨、耐腐蝕的合金鋼或內襯合金鋼的復合鋼管制成。機筒與螺桿配合,實現對塑料的粉碎、軟化、熔融、塑化、排氣和壓實,并向成型系統連續均勻輸送膠料。一般機筒的長度為其直徑的15~30倍,以使塑料得到充分加熱和充分塑化為原則。
(3) 料斗:料斗底部裝有截斷裝置,以便調整和切斷料流,料斗的側面裝有視孔和標定計量裝置。
(4) 機頭和模具:機頭由合金鋼內套和碳素鋼外套構成,機頭內裝有成型模具。機頭的作用是將旋轉運動的塑料熔體轉變為平行直線運動,均勻平穩的導入模套中,并賦予塑料以必要的成型壓力。塑料在機筒內塑化壓實,經多孔濾板沿一定的流道通過機頭脖頸流入機頭成型模具,模芯模套適當配合,形成截面不斷減小的環形空隙,使塑料熔體在芯線的周圍形成連續密實的管狀包覆層。為保證機頭內塑料流道合理,消除積存塑料的死角,往往安置有分流套筒,為消除塑料擠出時壓力波動,也有設置均壓環的。機頭上還裝有模具校正和調整的裝置,便于調整和校正模芯和模套的同心度。
擠塑機按照機頭料流方向和螺桿中心線的夾角,將機頭分成斜角機頭(夾角120o)和直角機頭。機頭的外殼是用螺栓固定在機身上,機頭內的模具有模芯坐,并用螺帽固定在機頭進線端口,模芯座的前面裝有模芯,模芯及模芯座的中心有孔,用于通過芯線;在機頭前部裝有均壓環,用于均衡壓力;擠包成型部分由模套座和模套組成,模套的位置可由螺栓通過支撐來調節,以調整模套對模芯的相對位置,便于調節擠包層厚度的均勻性。機頭外部裝有加熱裝置和測溫裝置。
2.傳動系統 傳動系統的作用是驅動螺桿,供給螺桿在擠出過程中所需要的力矩和轉速,通常由電動機、減速器和軸承等組成。 3.加熱冷卻裝置 加熱與冷卻是塑料擠出過程能夠進行的必要條件。
(1) 現在擠塑機通常用的是電加熱,分為電阻加熱和感應加熱,加熱片裝于機身、機脖、機頭各部分。加熱裝置由外部加熱筒內的塑料,使之升溫,以達到工藝操作所需要的溫度。
(2) 冷卻裝置是為了保證塑料處于工藝要求的溫度范圍而設置的。具體說是為了排除螺桿旋轉的剪切摩擦產生的多余熱量,以避免溫度過高使塑料分解、焦燒或定型困難。機筒冷卻分為水冷與風冷兩種,一般中小型擠塑機采用 風冷比較合適,大型則多采用水冷或兩種形式結合冷卻;螺桿冷卻主要采用中心水冷,目的是增加物料固體輸送率,穩定出膠量,同時提高產品質量;但在料斗處的冷卻,一是為了加強對固體物料的輸送作用,防止因升溫使塑料粒發粘堵塞料口,二是保證傳動部分正常工作。
塑料造粒機組的輔機主要包括放線裝置、校直裝置、預熱裝置、冷卻裝置、牽引裝置、計米器、火花試驗機、收線裝置。擠出機組的用途不同其選配用的輔助設備也不盡相同。如還有切斷器、吹干器、印字裝置等。
校直裝置:塑料擠出廢品類型中zui常見的一種是偏心,而線芯各種型式的彎曲則是產生絕緣偏心的重要原因之一。在護套擠出中,護套表面的刮傷也往往是由纜芯的彎曲造成的。因此,各種擠塑機組中的校直裝置是*。校直裝置的主要型式有:滾筒式(分為水平式和垂直式);滑輪式(分為單滑輪和滑輪組);絞輪式,兼起拖動、校直、穩定張力等多種作用;壓輪式(分為水平式和垂直式)等。
預熱裝置:纜芯預熱對于絕緣擠出和護套擠出都是必要的。對于絕緣層,尤其是薄層絕緣,不能允許氣孔的存在,線芯在擠包前通過高溫預熱可以*清除表面的水份、油污。對于護套擠出來講,其主要作用在于烘干纜芯,防止由于潮氣(或繞包墊層的濕氣)的作用使護套中出現氣孔的可能。預熱還可防止擠出中塑料因驟冷而殘留內壓力的作用。在擠塑料過程中,預熱可消除冷線進入高溫機頭,在模口處與塑膠接觸時形成的懸殊溫差,避免塑膠溫度的波動而導致擠出壓力的波動,從而穩定擠出量,保證擠出質量。擠塑機組中均采用電加芯預熱裝置,要求有足夠的容量并保證升溫迅速,使線芯預熱和纜芯烘干效率高。預熱溫度受放線速度的制約,一般與機頭溫度相仿即可。
冷卻裝置:成型的塑料擠包層在離開機頭后,應立即進行冷卻定型,否則會在重力的作用下發生變形。冷卻的方式通常采用水冷卻,并根據水溫不同,分為急冷和緩冷。急冷就是冷水直接冷卻,急冷對塑料擠包層定型有利,但對結晶高聚物而言,因驟熱冷卻,易在擠包層組織內部殘留內應力,導致使用過程中產生龜裂,一般PVC塑膠層采用急冷。緩冷則是為了減少制品的內應力,在冷卻水槽中分段放置不同溫度的水,使制品逐漸降溫定型,對PE、PP的擠出就采用緩冷進行,即經過熱水、溫水、冷水三段冷卻。
塑料造粒機-功能用途
采用特殊的螺桿設計及不同配置,適用于生產PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等多種塑膠的再生及混色造粒。減速箱采用高扭矩的設計,實現了無噪音運轉平穩等性能。螺桿,料筒經特殊的硬化處理,具有耐磨,混煉性能好,高產量的特性,真空排氣或普通排氣口的設計,能在生產過程中將水分,廢氣排走,使出料更穩定,膠粒更結實,保證了產品優良品質。
塑料造粒機主要用于加工廢舊塑料薄膜(工業包裝膜、農業地膜、大棚膜、啤酒包、手提袋等)、編織袋、農用方便袋、盆、桶、飲料瓶、家具、日常用品等,適用于大部分常見的廢舊塑料,是廢舊塑料再生行業用途zui廣,使用zui廣泛,zui受用戶歡迎的塑料再生加工機械。
塑料造粒機-塑料造粒機特點
1、所有回收料經分類和破碎清洗后不需甩干或烘、曬干,即可生產,干濕兩用。
2、從原料破碎、清洗、進料到制成顆粒均為自動化。
3、充分利用高壓摩擦不間斷升溫系統,自動加熱生產,避免了連續加熱,省電節能。
4、采用分體全自動配電系統,確保電機安全正常運轉。
5、螺桿料筒均采用進口高強度優質碳素結構鋼制造,經久耐用。
6、機器外觀美觀大方。可根據客戶要求配色噴漆。
本機使用于塑料破碎機刀片的磨利,使用本機既可省工省時,又可避免人工磨制導致的不規則缺陷,既延長了刀片的使用壽命,又提高了工作效率.zui大程度的節省了使用資金.該機采用刀片固定,電機帶動砂輪旋轉,人工前后移動磨制。固定刀片的架子下面有一個輪子可自由調制平衡,其電機為三相優質電機。它可磨制長短不同的各種刀片【如長度為250、300、400、545、600等】。該機身長為1.1米,身高為1.0米,zui大寬度為0.6米。砂輪轉速每分鐘1000多轉,運行平穩。友情提示:破碎機刀的鋒利程度對產量與耗電量有較大的影響,據科學預測,15千瓦電機帶動450型破碎機空載電流為11-13A,刀快工作時電流為18-22A,瞬時為30A.破碎料子1-3噸后【看料子的好壞,雜質的多少等不同】電流會升到24-30A,喂料時瞬間更會達到40A,這時應及時換刀這時若繼續使用每小時會比原來多耗2-4度電。
相關產品
請輸入產品關鍵字: