本公司產品屬于按需定制產品,產品規格型號較多,頁面標價為參考價格,如有問題請咨詢在線客服或致電徐經理,感謝您的理解!
















《架空螺旋鐵皮保溫管》
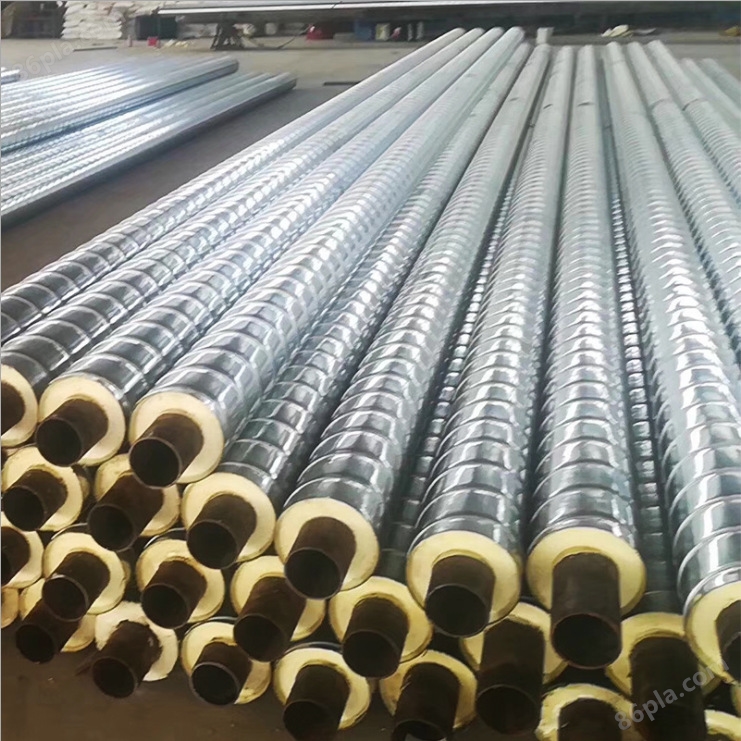
鍍鋅鐵皮保溫管螺旋鍍鋅鐵皮聚氨酯架空保溫管從里到外分三層結構:
工作管層:工作鋼管層 根據設計和客戶的要求般選用無縫管(GB8163)螺旋焊管(GB9711)和直縫焊管(GB3092)。
保溫層層:聚氨酯保溫層 用高壓發泡機在鋼管于外護層之間形成的空腔中次性注入硬質聚氨酯泡沫塑料原液而成。即俗稱的“管中管發泡工藝”。其作用是防水,二是保溫,三是支撐熱網自重。當輸送介質溫度為:-50℃-120℃時,選用硬質聚脲酸酯泡沫塑料做保溫層。
外護層:鐵皮保護層 預制成0.5mm厚的鐵皮管材,其作用是保護聚氨酯保溫層免遭機械硬物破壞,二是防腐防水。
鐵皮保溫管施工工藝:
鍍鋅鐵皮保溫管生產出鍍鋅鐵皮外護管,然后在鍍鋅鐵皮外護管與鋼管之間的空隙再澆注聚氨酯硬質泡沫塑料保溫層的制作工藝就是我們常說的"兩步法"。
螺旋鍍鋅鐵皮聚氨酯架空保溫管架空螺旋鐵皮保溫管制作流程:鋼管除銹--聚氨酯發泡--成形--成品檢測--入庫
1、除銹
2、穿管及支架捆扎:
A.按芯管和保溫層選定的鍍鋅鐵皮螺旋外護管→。
B.除銹處理后的鋼管→分段捆扎支架(1.5米/段)→將捆扎好支架芯管穿入鍍鋅鐵皮螺旋外護管內,直至芯管兩端裸露部分均為150mm-250mm。
C.將符合芯管直徑和保溫層厚度的卡頭(內漲或外卡)封堵在管道兩端并將其鎖緊。
注:支架的結構、高度、材質、捆扎方式應根據芯管直徑和設計要求選取。
3、聚氨酯澆注發泡:
調整發泡機的混合比為1:1.05→測定設備流量→設定澆注時間(投料量/流量)。在穿管完畢管道兩端封堵后,在外護管中間正上位置開澆注孔→將發泡機混合頭的澆注嘴插入澆注孔→澆注→料空塞封堵澆注孔→熟化→拆卸卡頭→檢驗→修正投料量→成品
 | ||