







電廠水輪機(jī)汽輪機(jī)軸瓦軸套專用耐磨耐高溫錫基巴氏合金
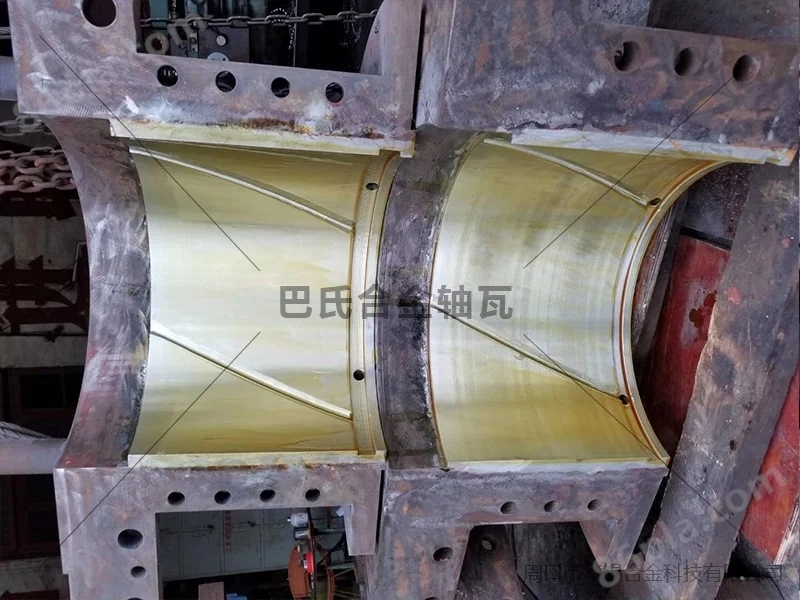
軸瓦的材料為巴氏合金,是一種熔點(diǎn)很低的軟金屬。選用的焊絲與軸瓦材料相同,利用氧焊焰做熱源自行熔制而成。焊絲的具體長度由計(jì)算得出,用巴氏合金軸瓦體積除以焊絲截面積,得出的數(shù)值再加上30%的余量。焊絲熔制后,用銼倒去棱角,除去表面氧化膜和軸瓦澆鑄時注意事項(xiàng)如下 1、焊后處理表面檢查,沒有氣孔、夾渣和未熔合為合格。采用刮削方法恢復(fù)其原始尺寸,并使用假軸檢查刮削的效果 2、軸瓦表面的處理 對于*處于潤滑油工況中的巴氏合金軸瓦,油分子已滲入機(jī)體,在焊接修復(fù)時,這些滲油的表面層阻礙金屬間的熔合,故應(yīng)做認(rèn)真清理 3、預(yù)熱保溫巴氏合金軸瓦表面處理之后,要將它 預(yù) 熱至150~180℃ ,然后放置在電爐或烘爐上,保持溫度以減緩其在焊接修復(fù)時的冷卻速度,這時要注意避免已處理過的軸瓦表面再污染。 4、軸瓦澆鑄 巴氏合金軸瓦的熔點(diǎn)較低,底層釬接時,釬接溫度不宜過高,否則非釬接部位的巴氏合金會產(chǎn)生過熱或熔化。開始用角鋼和焊炬進(jìn)行熔焊。為確保焊道內(nèi)不殘留氣孔和夾渣,每層焊道完成后,要進(jìn)行重熔。并使用紫銅絲攪動熔池,以促進(jìn)氣孔和夾渣上浮。重熔時,焊炬和焊絲擺動方法以及速度與焊接時相同。 5、巴氏合金軸瓦氧化 巴氏合金易氧化,為保證焊接質(zhì)量,每層焊道及重熔完成后,都要涂刷鍍濟(jì)溶液,并刷除焊道表面的氧化物和浮渣。當(dāng)堆焊層的厚度過厚時,可采用多層焊,堆焊表面要比軸瓦原始表面略高。堆焊過程中應(yīng)注意,在焊道與原始表面交界處不要產(chǎn)生咬邊和未熔合等缺陷。
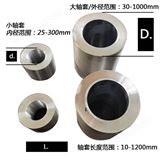
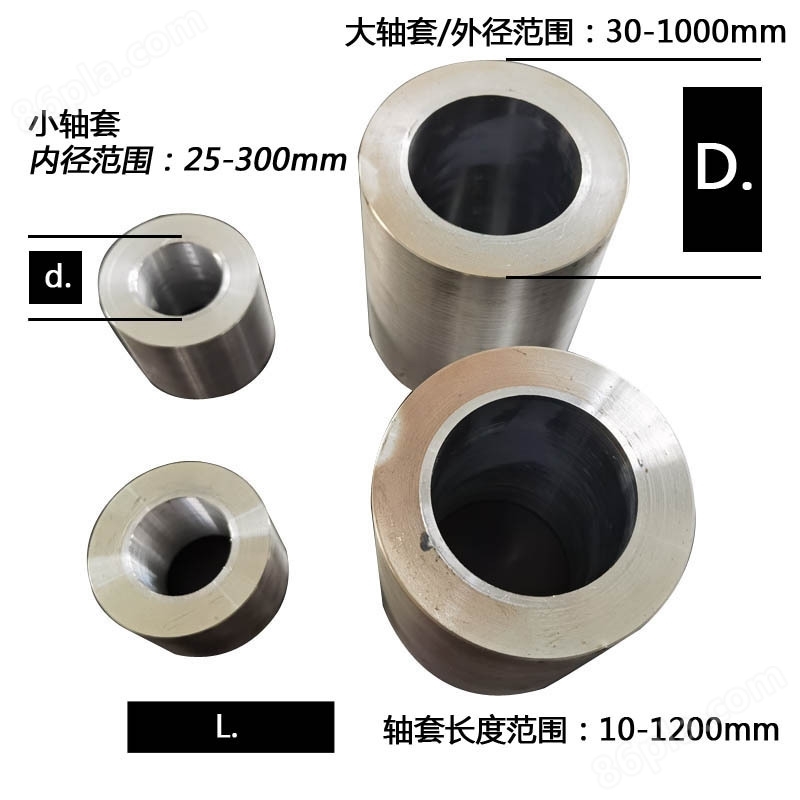
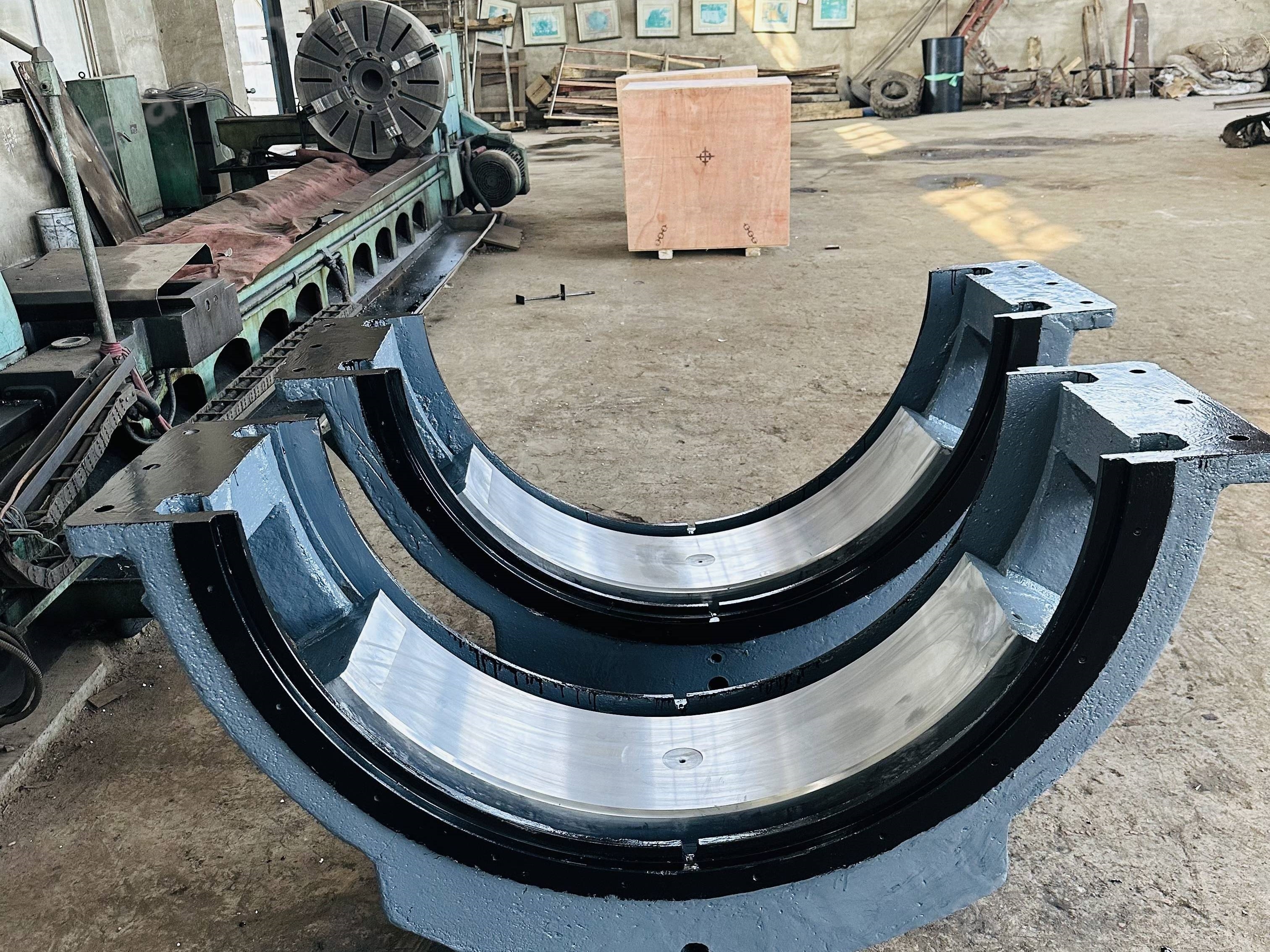
巴氏合金由于它的強(qiáng)度較低,一般都澆注在鋼殼(鋼背或銅基本體)上,制成雙金屬軸瓦。利用鋼背材料增強(qiáng)合金的強(qiáng)度。在一定范圍內(nèi)合金層越薄承載能力越大。
為了使軸承合金與鋼殼粘合牢固,在澆注前應(yīng)把鋼背清洗干凈并進(jìn)行掛錫。其工藝過程如下:堿洗→水洗→酸洗→水洗→沸水清洗→凃保護(hù)劑→涂溶劑-掛錫。同時模具預(yù)熱,軸承合金熔化,Z終巴氏合金液澆注。
電廠水輪機(jī)汽輪機(jī)軸瓦軸套專用耐磨耐高溫錫基巴氏合金
軸瓦的材料為巴氏合金,是一種熔點(diǎn)很低的軟金屬。選用的焊絲與軸瓦材料相同,利用氧焊焰做熱源自行熔制而成。焊絲的具體長度由計(jì)算得出,用巴氏合金軸瓦體積除以焊絲截面積,得出的數(shù)值再加上30%的余量。焊絲熔制后,用銼倒去棱角,除去表面氧化膜和軸瓦澆鑄時注意事項(xiàng)如下 1、焊后處理表面檢查,沒有氣孔、夾渣和未熔合為合格。采用刮削方法恢復(fù)其原始尺寸,并使用假軸檢查刮削的效果 2、軸瓦表面的處理 對于*處于潤滑油工況中的巴氏合金軸瓦,油分子已滲入機(jī)體,在焊接修復(fù)時,這些滲油的表面層阻礙金屬間的熔合,故應(yīng)做認(rèn)真清理 3、預(yù)熱保溫巴氏合金軸瓦表面處理之后,要將它 預(yù) 熱至150~180℃ ,然后放置在電爐或烘爐上,保持溫度以減緩其在焊接修復(fù)時的冷卻速度,這時要注意避免已處理過的軸瓦表面再污染。 4、軸瓦澆鑄 巴氏合金軸瓦的熔點(diǎn)較低,底層釬接時,釬接溫度不宜過高,否則非釬接部位的巴氏合金會產(chǎn)生過熱或熔化。開始用角鋼和焊炬進(jìn)行熔焊。為確保焊道內(nèi)不殘留氣孔和夾渣,每層焊道完成后,要進(jìn)行重熔。并使用紫銅絲攪動熔池,以促進(jìn)氣孔和夾渣上浮。重熔時,焊炬和焊絲擺動方法以及速度與焊接時相同。 5、巴氏合金軸瓦氧化 巴氏合金易氧化,為保證焊接質(zhì)量,每層焊道及重熔完成后,都要涂刷鍍濟(jì)溶液,并刷除焊道表面的氧化物和浮渣。當(dāng)堆焊層的厚度過厚時,可采用多層焊,堆焊表面要比軸瓦原始表面略高。堆焊過程中應(yīng)注意,在焊道與原始表面交界處不要產(chǎn)生咬邊和未熔合等缺陷。
巴氏合金由于它的強(qiáng)度較低,一般都澆注在鋼殼(鋼背或銅基本體)上,制成雙金屬軸瓦。利用鋼背材料增強(qiáng)合金的強(qiáng)度。在一定范圍內(nèi)合金層越薄承載能力越大。
為了使軸承合金與鋼殼粘合牢固,在澆注前應(yīng)把鋼背清洗干凈并進(jìn)行掛錫。其工藝過程如下:堿洗→水洗→酸洗→水洗→沸水清洗→凃保護(hù)劑→涂溶劑-掛錫。同時模具預(yù)熱,軸承合金熔化,Z終巴氏合金液澆注。