






DPB-80鋁塑包裝機性能特點
1、采用國內(nèi)新型的大功率傳動機構(gòu),由排鏈帶動主傳動軸,免除了其它齒輪傳動的誤差和噪音。
2、電器采用進口控制系統(tǒng),便可按照客戶要求,配置缺料漏補裝置和缺粒檢測剔除裝置。
3、整機采用分段組合:PVC成形、加料、熱封為一段,熱帶鋁冷成形、熱封、沖裁為一段可進行分體包裝。
4、采用光電控制系統(tǒng),PVC、PTP、硬鋁包裝自動送料、廢邊自動沖切裝置,確保超長距離多工位同步穩(wěn)定性。
5、可另配光電檢測校正裝置,配進口步進電機牽引,圖文對版印刷包裝,優(yōu)化包裝物檔次。
6、本機適用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫(yī)療器、輕化食品、電子元件泡罩密封包裝。
三、DPB-80鋁塑包裝機技術(shù)參數(shù)
型號 | DPB-80 |
沖裁次數(shù) | 10-40次/分 |
生產(chǎn)能力 | 2400版/時 |
zui大成型面積及深度 | 80*110*26毫米(mm) |
標(biāo)準(zhǔn)行程范圍 | 20-70毫米( 可按客戶要求設(shè)計 ) |
標(biāo)準(zhǔn)版塊 | 80*57mm ( 可按客戶要求設(shè)計 ) |
空氣壓力 | 0.6-0.8兆帕 |
電源總功率 | 380V/220V 50Hz 3.2Kw |
主電極功率 | 0.75Kw |
PVC硬片 | 0.15-0.5*80毫米(mm) |
PTP鋁箔 | 0.02-0.035*80毫米(mm) |
透析紙 | 50-100g*80毫米(mm) |
模具冷卻 | 自來水或循環(huán)水 |
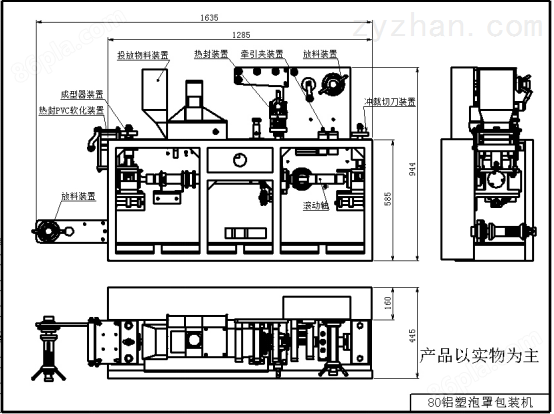
外型尺寸 | 1600*600*1100毫米(mm) |
重 量 | 450千克(Kg) |
噪聲指標(biāo) | <75dba<> |
四、工作流程
1、成型(上下加熱)
2、熱封(上加熱)
3、打碼
4、壓痕(可微量加熱)
5、切刀
6、成型輸出成品
五、樣品圖

六、配置清單
動件
序號 | 名稱 | 數(shù)量 | 型號 | 產(chǎn)地 |
1 | 牽引傳動氣缸 | 2 | φ32×行程15 | 瑞安意達 |
2 | 主電機 | 1 | YS750W-4R | 溫州東力 |
3 | 加熱部位 | 3 | AL100×130 | 江蘇泰興 |
4 | 變頻器 | 1 | DVA-2S0007G | 易驅(qū) |
5 | 加料電機 | 1 | 31K15GN-C | 溫州東力 |
電器元件
序號 | 名稱 | 數(shù)量 | 型號 | 產(chǎn)地 |
1 | 電熱偶 | 2 | LI-2M | 浙江中浦 |
2 | 空氣斷路器 | 1 | DZ47-63/10A | 浙江正泰 |
3 | 空氣斷路器 | 2 | DZ47-63/6A | 浙江正泰 |
4 | 空氣斷路器 | 1 | DZ47-63/25A | 浙江正泰 |
5 | 繼電器 | 5 | HRS4H-S | 香港HKE |
6 | 單片機 | 1 | 面板 | 中外合資 |
7 | 固態(tài)繼電機 | 2 | SSR-40DA | 中國臺灣陽明 |
8 | 控制變壓器 | 1 | JBK3-63 | 浙江正泰 |
9 | 電磁閥 | 1 | SG4V210-08 | 溫州意達 |
10 | 急停按鈕 | 1 | LAY2 | 浙江正泰 |
鋁塑包裝機操作流程
1、開電綠指示燈亮,成形上下與熱封二只加熱開關(guān)分別扳到“ON”位置,工作臺第yi,溫控儀控制成形溫度,一般分別預(yù)置90℃和100℃,第二溫控儀熱封,溫度預(yù)置120℃-140℃上下,成型與熱封溫控儀預(yù)置溫度,具體酌情而定。
2、放下起引料輥上壓塊,成型加熱板溫度到位,再開主機,塑料PVC先成型,成型泡眼與熱封模具孔位符合,注意熱封模座用手柄放下熱封模壓住鋁箔,鋁箔會帶動到?jīng)_裁。觀察塑料(指機板面已成型PVC)行走是否左右偏移。如果有偏向應(yīng)調(diào)整起引壓輥座調(diào)動起引方向。
3、如果鋁箔左右偏動,可調(diào)轉(zhuǎn)節(jié)輥座手輪調(diào)下。如果前后偏差可調(diào)箱體移動。
4、熱封沖裁正常后適度打開加料器閘板,使藥品(片劑膠囊、糖衣)適量進入加料室,如有小量缺粒可人工補加,補粒時首要注意事項:滾筒壓輥軋手和鉤破鋁箔,另外成型泡眼過到壓輥邊,有缺粒,不要勉強再補,填不準(zhǔn)孔位,藥物被帶進時,更嚴(yán)重影響同步,輕此在鋁箔封合時粘模具上,要集機處理。
5、由于增加藥品重量,鋁箔拉力及機器溫度逐步變化程序不等,可能產(chǎn)生成型和熱封不同步現(xiàn)象,超前或滯后,先檢查塑料PVC和鋁箔有否陰隔,然后可用機上微調(diào)機構(gòu)調(diào)整。微調(diào)機構(gòu)在模具向前向后,因其調(diào)整距離或箱體前后調(diào)整。所以在開機前應(yīng)放在中立位置,才可向前向后移動,也可用前箱體移動調(diào)節(jié),正確移動后,版塊要等走完十幾版后才正確,所以在未走完時,不要亂調(diào)來調(diào)去。
6、塑料鋁箔的熱封質(zhì)量(粘合均勻牢固平正)由溫度或壓力,網(wǎng)紋板平正度來證見,如果出現(xiàn)熱封不良,一般宜溫度,一般宜溫度,壓力稍低,調(diào)正溫度,調(diào)整螺冊壓力。
7、沖裁偏位,裁下用版式偏移,停機將手調(diào)箱體移動,已可以調(diào)模移位。
8、在日常操作知識,對于操作工作必須懂知該機結(jié)構(gòu)原理,由凸輪傳動頂桿座的滾輪,上下行程,上蓋模板位置固定死,出現(xiàn)泡罩不良狀態(tài),注意下成形模或熱封到上止點,固緊立柱螺母,不注意的話容易出故障,頂桿座的滾輪滾針咬死現(xiàn)象,排除方法。
保養(yǎng)8準(zhǔn)則
1、要經(jīng)常進行擦拭、清理、保持潔凈。
2、經(jīng)常檢查運轉(zhuǎn)情況,發(fā)現(xiàn)問題及時處理。
3、按照潤滑要求,按時對設(shè)備進行潤滑
4、工作時各冷卻部位不可斷水。開機前先供水,然后再對加熱部件進行加熱;終止生產(chǎn)時,在加熱部件達到常溫后再停止供水。
5、熱封輥表面要保持清潔,清除附著物時用細(xì)銅絲刷在加熱狀態(tài)下進行。同時,操作者需注意操作的幅度和手、臂及身軀與加熱輥的距離,避免燙傷。
6、工作完畢后,先斷電源,各加熱部件冷卻至常溫后,再關(guān)閉水源、氣源。
7、磨具在使用或存放時,切忌磕碰劃傷,切勿與腐蝕物接觸。
8、長時間不用時,應(yīng)將水路、氣路中的積水用壓縮空氣吹出,各部位涂油,并塑料罩好。

















