








BOPE包裝膜 小型雙向拉伸薄膜生產線
BOPE包裝膜 小型雙向拉伸薄膜生產線
雙向拉伸聚乙烯(BOPE)薄膜的加工工藝關鍵控制點主要涉及到原料選擇、熔融擠出、驟冷定型、雙向拉伸和熱處理等幾個環節。
首先,原料選擇是BOPE薄膜生產的基礎。應選擇高質量的聚乙烯樹脂,確保其純度高、分子量分布窄,以保證薄膜的物理性能和化學穩定性。
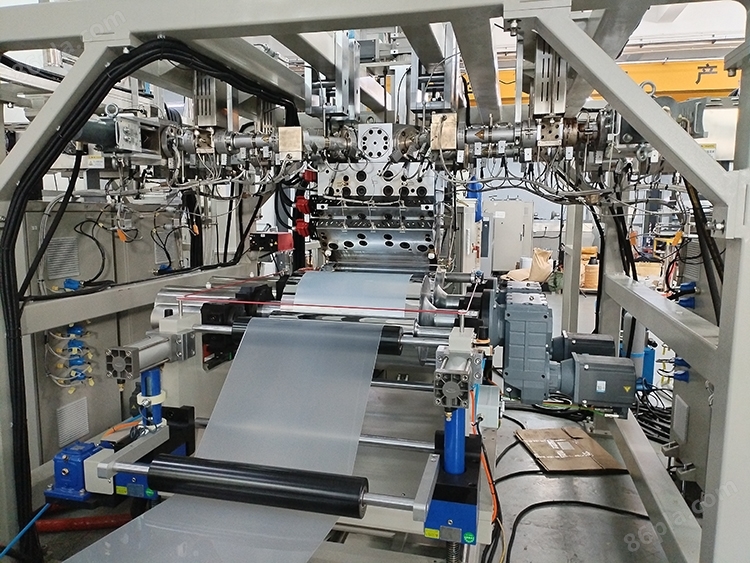
其次,熔融擠出過程中,要控制好擠出機的溫度和壓力,保證樹脂充分熔融并均勻擠出。同時,要注意調整擠出速度,以保持薄膜的厚度和平穩性。
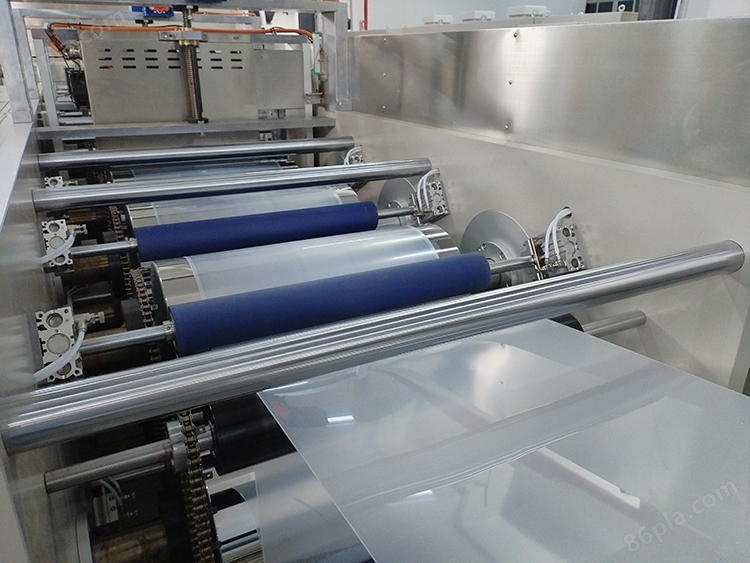
驟冷定型環節,要求快速而均勻地冷卻薄膜,以防止薄膜出現熱收縮或變形。可以通過優化冷卻風速和溫度,實現薄膜的快速定型。
雙向拉伸是BOPE薄膜生產工藝中的關鍵步驟。在這一過程中,需要控制好拉伸溫度和拉伸倍數,以保證薄膜的取向度和機械性能。過高的拉伸溫度會導致薄膜取向不足,而過低的拉伸溫度則可能引發薄膜斷裂。因此,合理設置拉伸溫度和拉伸倍數,對于提高BOPE薄膜的性能至關重要。
最后,熱處理環節通過對薄膜進行熱定型,進一步提高其尺寸穩定性和熱封性能。在這一過程中,要控制好熱處理的溫度和時間,避免薄膜出現熱老化或變形。
技術參數
內 容 | 性能指標 |
適用材料 | PP、PA、PE、PET、XPS等(更換螺桿和模頭配置) |
制品 | 幅寬600mm 厚2um |
螺桿直徑 | 單螺桿直徑35mm,三螺桿擠出的螺桿直徑21.7mm |
螺桿轉速 | 0~600rpm |
擠出機工作溫度 | 350℃ |
鑄片厚度 | 35μm |
鑄片寬度 | 400mm |
產量 | 25kg/h |
拉伸工作溫度 | 150℃ |
縱向拉伸點 | 1點 |
縱向拉伸比 | 6 |
縱拉出口線速度 | 60m/min |
橫拉拉伸比 | 4 |
橫拉入口寬度 | 200-300mm |
橫拉出口寬度 | 600-1000mm |
控制方式 | 本地控制 |
工作電壓 | 3相交流380V±10% 50Hz |
總裝機容量 | 約 445kW |
設備外形尺寸 | 23m(長)×6m(寬) |
綜上所述,BOPE薄膜的加工工藝關鍵控制點涵蓋了原料選擇、熔融擠出、驟冷定型、雙向拉伸和熱處理等多個環節。通過嚴格控制這些關鍵控制點,可以確保BOPE薄膜的優異性能得以充分發揮,從而滿足不同包裝領域的需求。同時,也有助于提高BOPE薄膜的生產效率,降低生產成本,推動其在塑料包裝行業的廣泛應用。










