
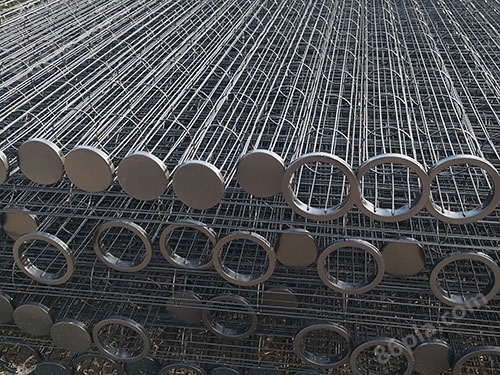

硅除塵骨架是電廠脫硫除塵骨架,產(chǎn)品采用足夠強度的碳鋼或不銹鋼絲,采用設(shè)備一次焊接成型,硅除塵骨架焊接后處理是經(jīng)過表面鍍鋅防止生銹,硅除塵骨架在高溫、高腐蝕環(huán)境中應(yīng)用較廣泛。
硅除塵骨架采用焊機一次性焊接成型的,表面光滑,無毛刺,具有好的熱穩(wěn)定性以及耐輻照和耐候能力,硅除塵骨架使用溫度可在280攝氏度左右的工況環(huán)境下使用,瞬間溫度300攝氏度的也可以使用。可代替用不銹鋼制造的除塵骨架降低企業(yè)成本。
硅除了具有優(yōu)良的耐熱性外,還具有優(yōu)異的性,這是電氣設(shè)備在濕態(tài)條件下使用具有高性的除塵骨架是一般是采用碳鋼絲使用點焊機設(shè)備一次焊接成型,經(jīng)過酸洗和磷化后采用噴塑粉加熱處理或是鍍鋅處理,在使用性能上遠(yuǎn)達(dá)不到采用不銹鋼制造的骨架的使用效果,但是采用不銹鋼制造的骨架成本高。
硅除塵骨架的技術(shù)要求:
1、硅除塵骨架應(yīng)有足夠的強度、剛度、垂直度和尺寸的準(zhǔn)確度,以防受壓變形,運輸中損壞、濾袋裝入除塵器后相互接觸以及裝袋困難、袋框摩擦等情況的發(fā)生。
2、所有的焊點需要牢固,不允許有脫焊、虛焊和漏焊;骨架與濾袋接觸的表面應(yīng)光滑,不允許有焊疤凹凸不平和毛刺。
3、濾袋骨架表面需要做處理,可用噴塑、涂漆或電鍍,用于高溫的處理劑應(yīng)滿足高溫的要求。
硅除塵骨架表面處理工序:
1.硅除塵骨架表面處理一般采用化學(xué)處理方式將袋籠表面的油、銹、氧化皮及其他雜物等干凈,排除影響化學(xué)結(jié)合及性結(jié)合的因素。
2.選擇涂裝施工方法:根據(jù)除塵器工作的工況確定布袋的濾料與袋籠的涂層,我們一般選用鍍鋅和噴涂硅兩種。
3.涂裝過程的質(zhì)量控制:嚴(yán)格按照涂層的施工工藝要求,對預(yù)處理、施工環(huán)境、工藝參數(shù)、搬運、返修等進行監(jiān)督檢查,從而袋籠的涂裝質(zhì)量。
硅除塵骨架生產(chǎn)過程:
1.將已加工好的袋籠浸入除油槽15分鐘,目的是除去袋籠表面的油污。
2.從除油槽中取出袋籠放入清洗槽進行浸泡清洗,目的是除去袋籠上的除油劑。
3.從清洗槽取出袋籠放入除銹槽進行除銹處理,目的是除去袋籠上的金屬氧化層,增強吸附力。
4.從除銹槽取出籠骨放入磷化槽進行磷化處理,目的是增強袋籠表面的粘合力。
5.將處理好的袋籠放入烤箱,溫度設(shè)為$2100℃,進行20-30分鐘的烘干,目的除去袋籠上的水份,保持袋籠本體的干燥。
6.取出袋籠,將調(diào)制好的硅均勻的噴涂在袋籠表面。涂層厚度在60μm~100μm。
7.將噴涂好的袋籠放入烤箱,溫度設(shè)為$2220℃,進行120分鐘的烘烤。之后保持$2200℃,進行30分鐘的熱定型。將袋籠自然冷卻,即完成了袋籠硅噴涂工藝。
8.硅粘合力強的厚度在60-70μm之間。
山東有機硅除塵骨架 安徽有機硅除塵骨架 山西有機硅除塵骨架 陜西有機硅除塵骨架 四川有機硅除塵骨架
















