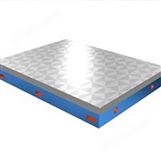
研磨平板是我公司生產的鑄鐵平板平臺其中之一。研磨平板操作簡單,通過研磨平板與工件在壓力下的相對運動對加工表面進行的精整加工而衍生的一種鑄鐵平板。
研磨平板研磨的方法:一種是三板互研法,所謂三板互研法是指三塊平板相互之間依次互研,并且每塊鑄鐵平板做下板兩遍,實際共研磨6遍。用這種方法研磨壓砂的結果是,三塊平板的平面度都很好,三塊平板的壓砂效果基本相同,三塊平板都可以使用,不用經常壓砂。
另一種方法是兩塊板互研法,也叫子母板壓法,這種方法是只用兩塊鑄鐵平板一上一下互研。用這種方法研磨壓砂結果是,兩塊平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的壓砂效果要比上板的好。由于上板中間凹,不容易修理量塊,一般不用上板,只用下板這一塊平板。
因此目前的研磨平板和壓砂平板的研磨壓砂工藝中多采用三板互研法。

獲得合格的研磨平板的方法:
鑄鐵平板是量塊修理中重要的手工研磨工具,一般選用灰口球墨鑄鐵材質(HT200),硬度為中等HB180左右,表面細密,不允許有氣孔和沙眼,并經回火處理,硬度均勻,金相組織一致。鑄鐵平板無論新舊,需經常修平,保持正確的平面,經使修理量塊的平面度符合要求;同時還應進行及時正確的壓砂,保持其良好的切削力和精度,以使所修量塊表面具有很好的平面度和光潔度。
鑄鐵平板表面的修平采用“三塊對研法”。其方法是:修磨之前用刀口尺粗略地檢驗各鑄鐵平板的平面度,區分出凹凸大小的不同情況。先在三塊鑄鐵平板上分別作上記號,以防修磨時搞錯。然后取二塊差大一些的鑄鐵平板加粗砂互相對研(粗砂的可選型號有:W20、W14、W10、W7、W5、W2.5),互研的順序一般為2/1、3/1、3/2、1/2、1/3、2/3。
對于研磨修平的鑄鐵平板,需要進行壓砂。壓砂的目的是將砂粒牢固地嵌入鑄鐵平板表面,使鑄鐵平板具備切削能力。鑄鐵平板壓砂的研磨方法與鑄鐵平板修平相同,即采用“三塊對研法”。應具備的材料和工具主要有:航空汽油、煤油、硬脂、金鋼砂。壓砂磨料的配比一般為汽油l00~l20毫升、金鋼砂20克、硬脂2克。壓砂前,將研磨平板清洗干凈。預先配制好金鋼砂磨料劑,靜放8小時以上。使用時,將磨料劑搖勻,均勻地攤在鑄鐵平板上,待表面汽油蒸發后,再把煤油滴在鑄鐵平板表面。用“三塊對研法”進行8字形擺動研磨,使磨料均勻地分布并壓入整個鑄鐵平板表面。待磨料中的汽油接近全干時,平板相互吸附,引力很大,此時正是壓入砂粒多并且牢固的時候,去下上鑄鐵平板,用脫脂棉擦干鑄鐵平板表面。壓砂后的鑄鐵平板,是磨削量塊的切削工具。選擇平整的一塊,經油石稍加打磨后,作量塊修理中拋光收尾用,其余兩塊作粗磨用。 鑄鐵平板壓砂后,檢驗的方法是:用一塊廢量塊在鑄鐵平板表面輕磨幾下,若切削力大,手感有阻力,并有沙沙聲,鑄鐵平板上即留下一道白色金屬切削層,試塊上亦被均勻地磨去一層,留下清晰均勻的砂粒切削痕跡。這樣獲得了一塊合格的鑄鐵研磨平板、壓砂平板。
以上是研磨平板的主要簡介及研磨方法。