

成型特性1. 無(wú)定形料,流動(dòng)性中等,吸濕大,必須充分干燥,表面要求光澤的塑件須長(zhǎng)時(shí)間預(yù)熱干燥80-90度,3小時(shí)。2. 宜取高料溫,高模溫,但料溫過(guò)高易分解(分解溫度為>270度),對(duì)精度較高的塑件,模溫宜取50-60度;對(duì)高光澤,耐熱塑件,模溫宜取60-80度。3. 如需解決夾水紋,需提高材料的流動(dòng)性,采取高料溫、高模溫,或者改變?nèi)胨坏确椒ā?. 如成形耐熱級(jí)或阻燃級(jí)材料,生產(chǎn)3-7天后模具表面會(huì)殘存塑料分解物,導(dǎo)致模具表面發(fā)亮,需對(duì)模具及時(shí)進(jìn)行清理,同時(shí)模具表面需增加排氣位置。
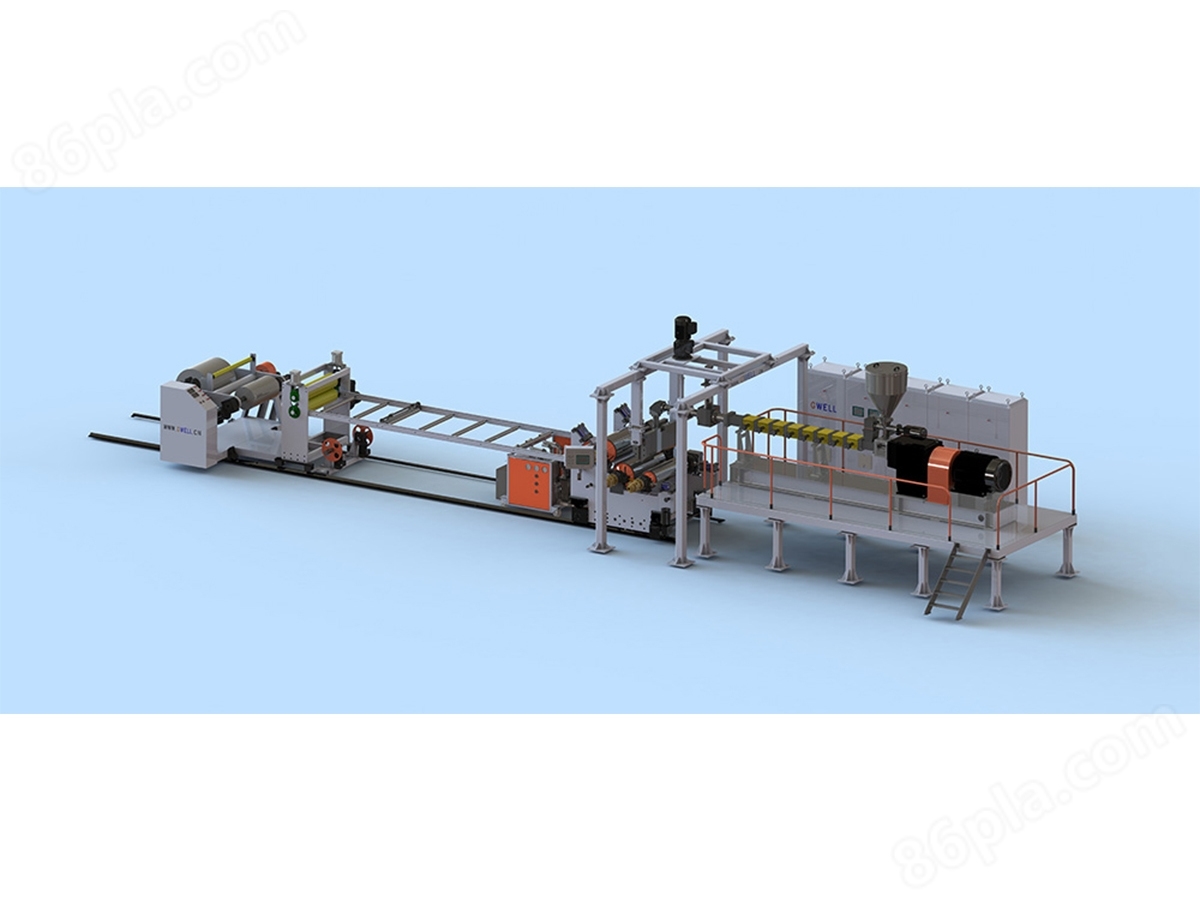
擠出厚板生產(chǎn)線參數(shù)(銷售工程師)
| 機(jī)型 | 單螺桿GWS120 | 單螺桿GWS150 | 單螺桿GWS180 | 錐雙GWC80/156 |
| 使用原料 | ABS、PP、HDPE、PVDF | ABS、PP、HDPE、PVDF | ABS、PP、HDPE、PVDF | PVC |
| 制品厚度 | 3mm - 50mm | 3mm - 50mm | 3mm - 50mm | 3mm - 30mm |
| 制品寬幅 | 1200mm | 1800mm | 2000mm | 1220mm |
| 擠出產(chǎn)量 | 300KG/H - 400KG/H | 450KG/H - 550KG/H | 500KG/H - 700KG/H | 350KG/H - 450KG/H |
















