





塑料管材擠出生產線特點:
1、模頭具有熔體溫度低,混合性能好,模腔壓力低,生產穩定特點。
2、管材設備生產線采用專有技術的定徑和冷卻系統,采用水膜潤滑和水環式的冷卻,以適應物料的要求,確保高速生產厚壁管是直徑和圓度的穩定。
3、管材設備生產線采用專門設計的多段控制真空度的真空定徑箱,保證塑料管材的尺寸穩定和圓度.擠出機,牽引機采用進口調速器動和控制,穩定性好,精度高,可靠性高。
4、管材設備生產線運行及時間由PLC進行程序化控制,設置有良好的人機界面,所有工藝參數均可通過觸摸屏進行設置和顯示.可裝配標記線專用擠出機,生產符合國家標準要求的帶色標線的管材。
塑料管材擠出生產線維護:
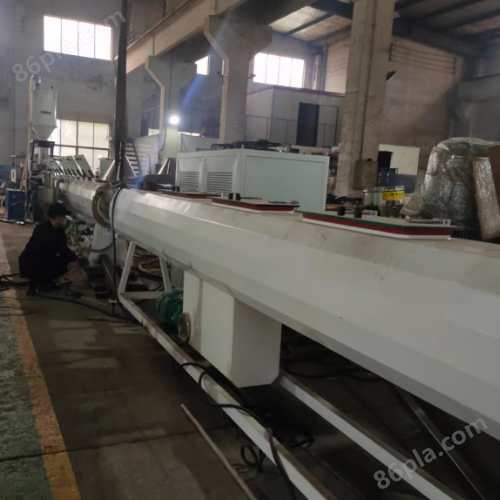
1、需要按期檢查塑料管材設備的管路是否泄漏及在長時間的運行過程中固件是否緊固等。塑料管生產設備由控制系統、擠出機、機頭、定型冷卻系統、牽引機、切割裝置、收卷機及翻料架組成。
2 、按期檢查機器的保險裝置是否有效,特別是調換模具后要檢查機械保險是否作了相應調劑。這對全部生產線的保險運行存在十分重要的作用。
3 、按期檢查油液過濾網或填料的情況,及時更換,經常留神油質是否被沾染跟變質。塑料管材生產線作為化學建材的重要組成部分,以其*的性能,衛生、環保、低耗等為廣大用戶所廣泛接受,主要有聚乙烯給水管、聚丙烯管、地暖管,復合管等。當液壓油變成黑褐色發出臭味時,是氧化變質的表示,應盡快更新液壓油,當液壓油中有小雀斑或透晶瑩點時,說明有雜質或金屬粉末混入,應過濾或換油。
4 、塑料管生產設備由控制系統、擠出機、機頭、定型冷卻系統、牽引機、切割裝置、收卷機及翻料架組成。多多維護保養才會保障生產線正常運行。
塑料管材擠出生產線注意事項:
1、擠出機要正向運轉,避免倒轉。
2、切忌空腹運轉,必須熱機加料運轉,這樣可避免發生粘杠(抱軸)現象。
3、擠出機的進料口、放氣孔內嚴禁進入鐵器等雜的,以免造成事故,影響生產。
4、安全用電,接地線。
5、機器運轉時進料口、出料口、皮帶、齒輪等旋轉部位禁止用手觸摸。
6、機器使用前應先注入潤滑油,以免造成機器損壞。















