


| 產品說明
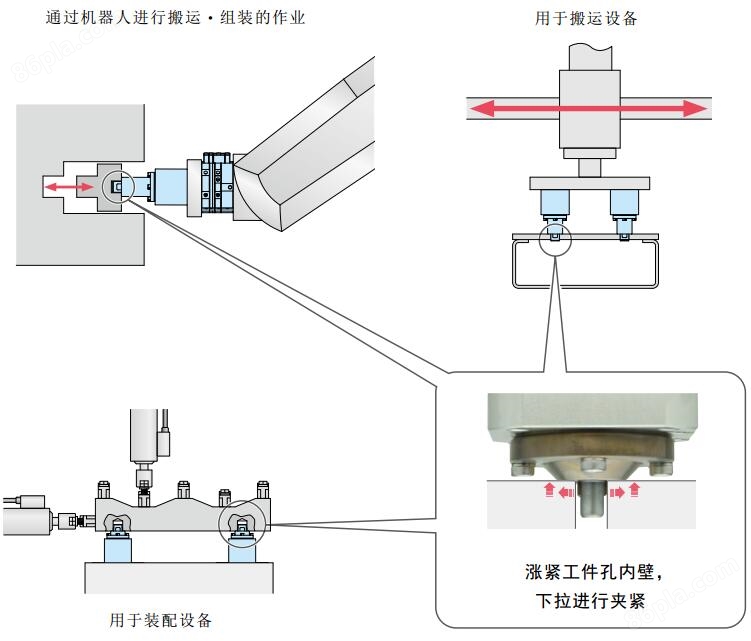
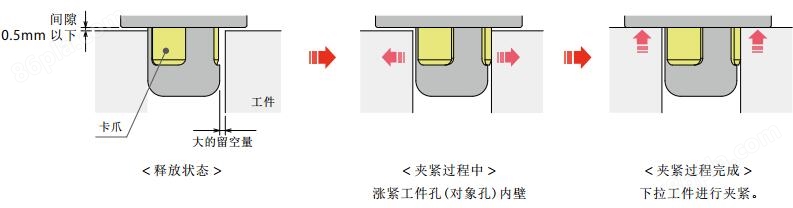
漲緊工件孔內壁,下拉進行夾緊
定位漲緊銷漲緊工件孔使工件外圍沒有干涉,可實現5面對應,具有輕量化?緊湊化?高能力的特點
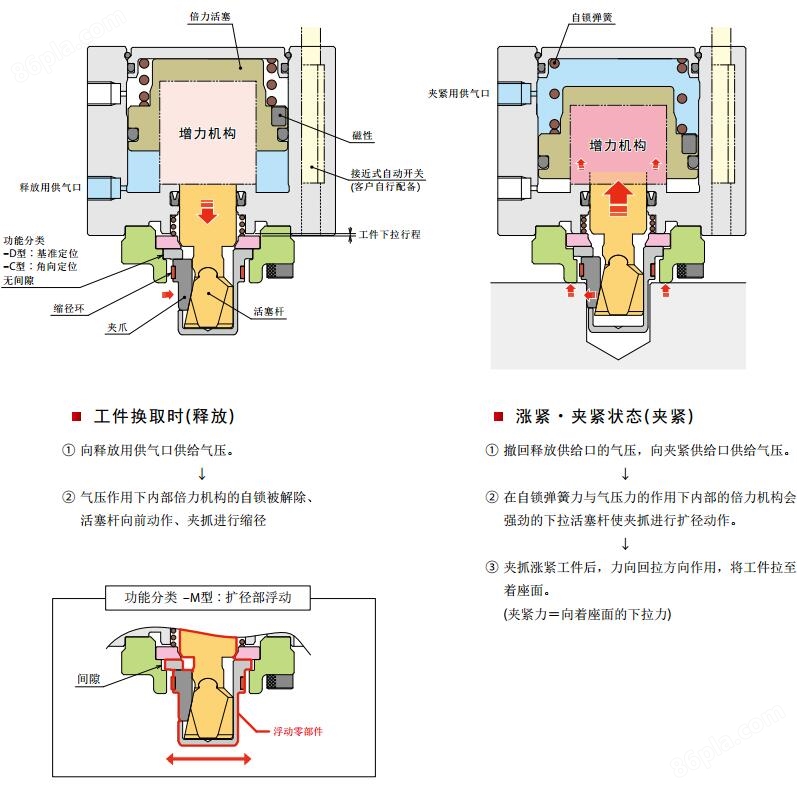
| 動作原理
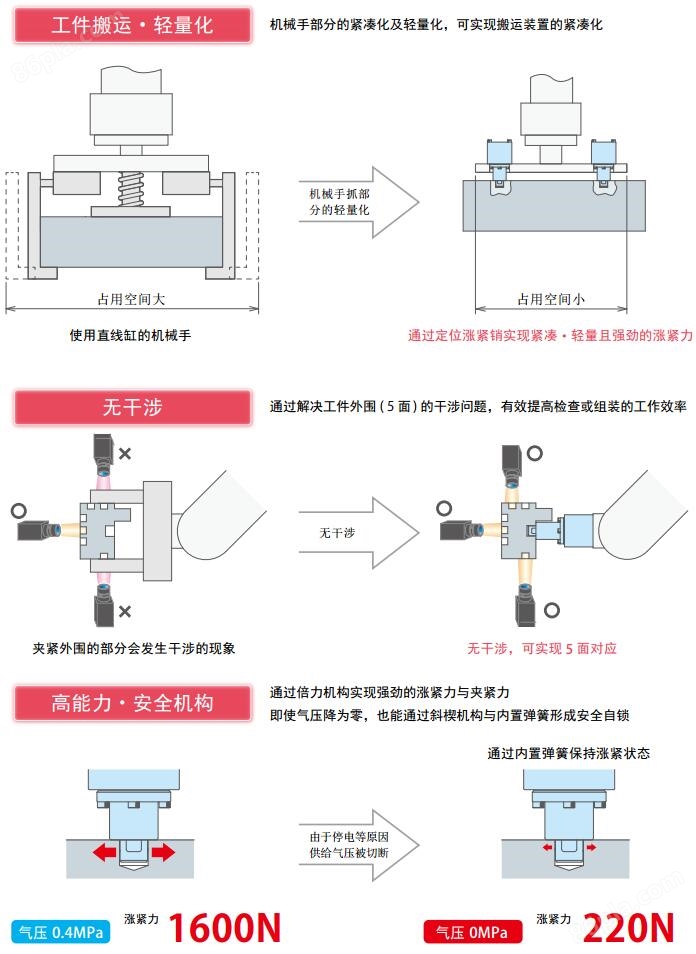
| 導入效果
| 關于接近式自動開關
本產品可通過接近式自動開關 (客戶自行配備) 檢測出夾緊銷的夾緊動作與釋放動作


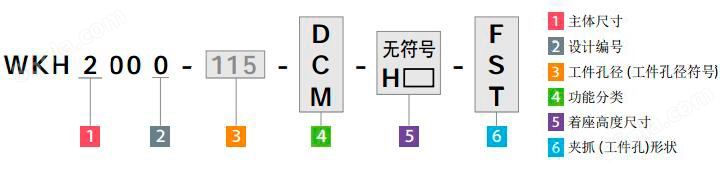
| 型號表示

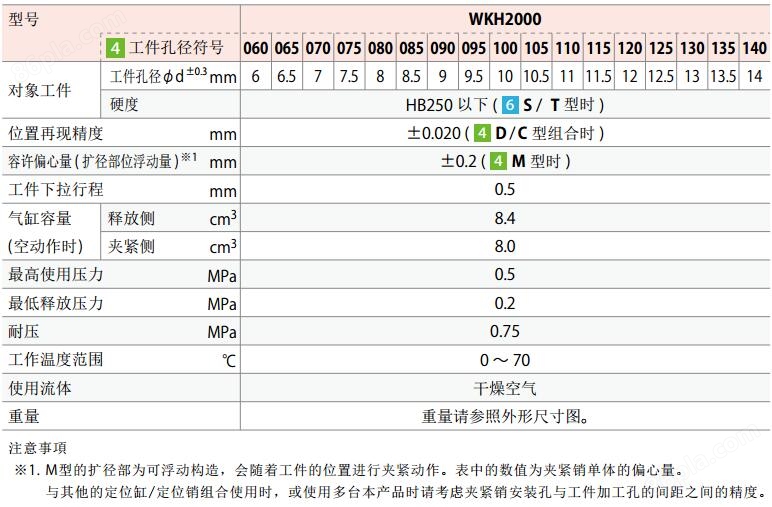
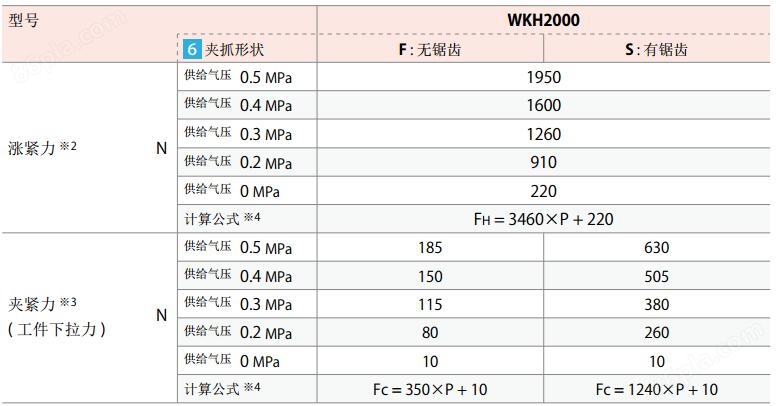
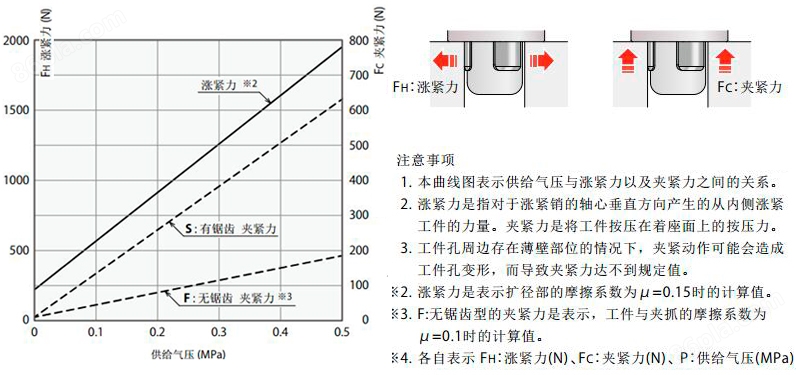
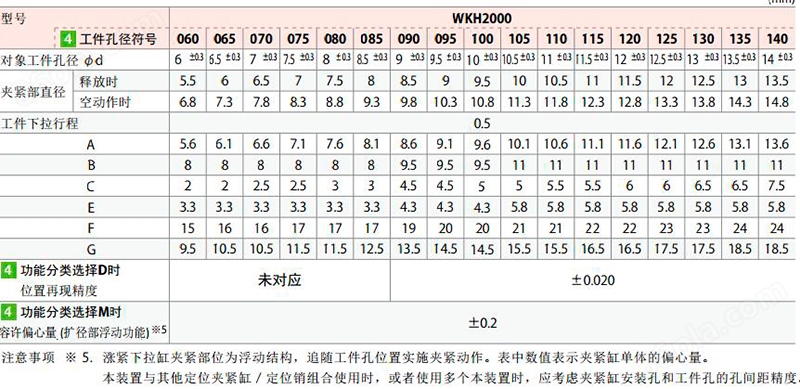
| 規格
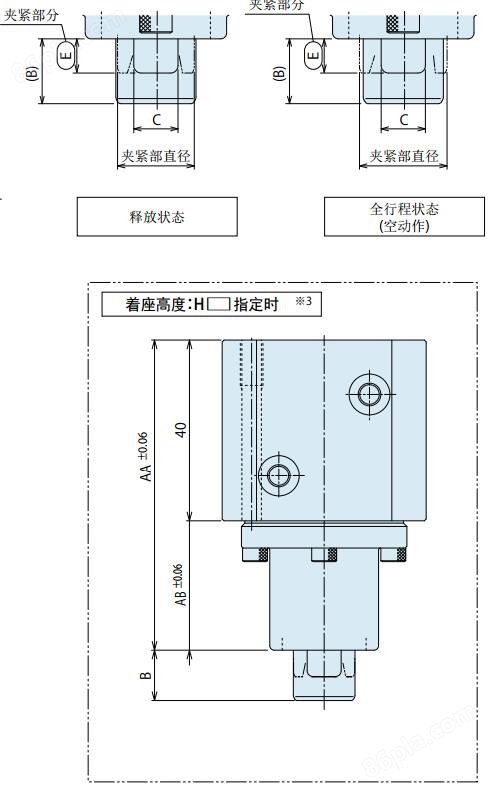
| 外形尺寸
※本圖表示 WKH2000-□-D-F 的釋放狀態。
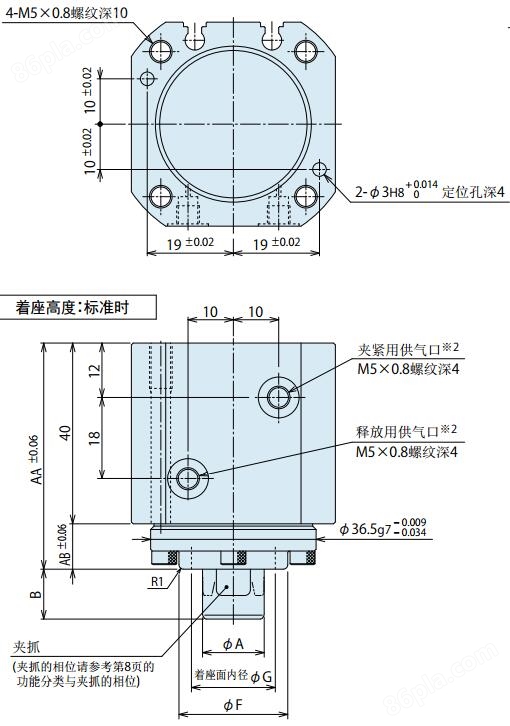
※ 擴徑部位詳細
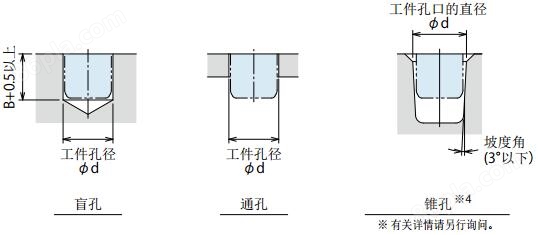
※ 工件(托盤)孔加工尺寸
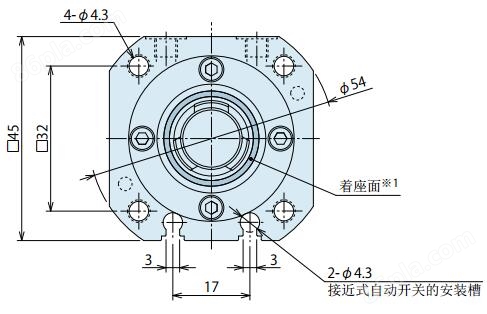
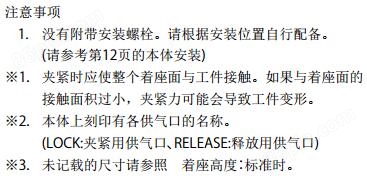
| 外形尺寸
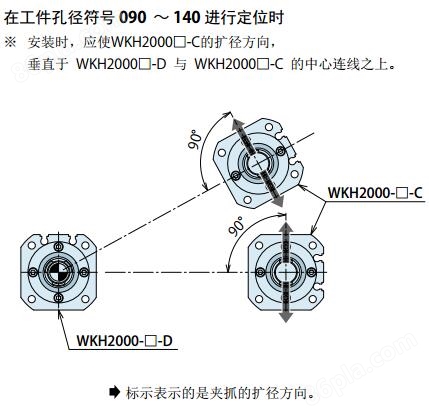
※ 功能分類與夾抓相位

※ 功能分類與夾抓相位WKH2000-□-C的安裝相位
※ 型號表示
※ 外形尺寸表

| 配置參考范例/回路參考范例
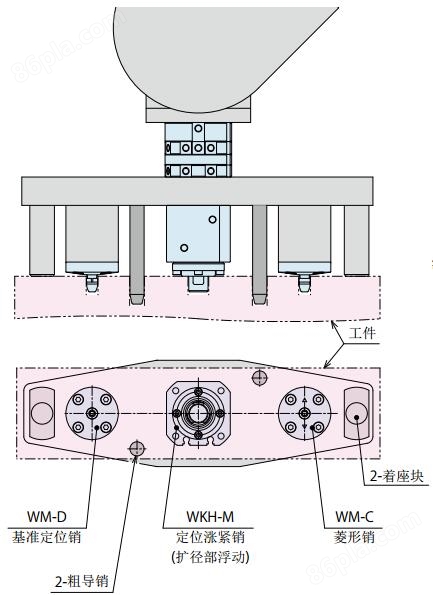
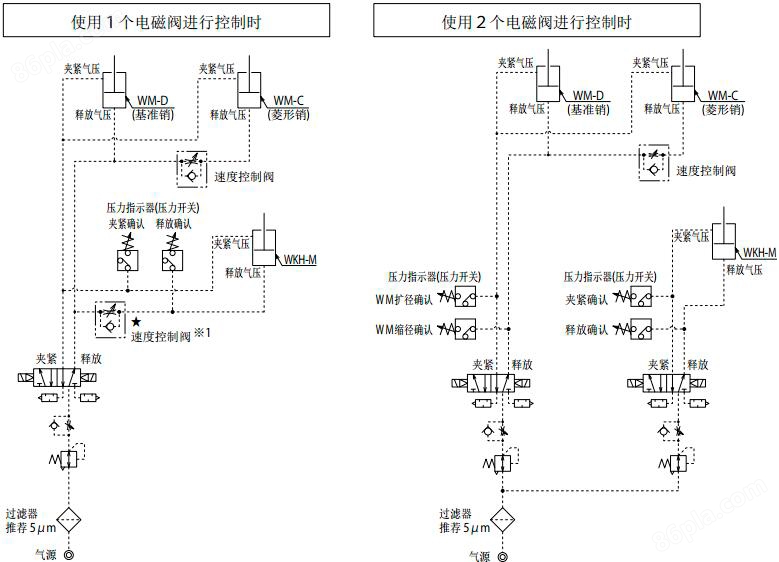
■ 參考例1 (配置以及回路圖)
為實現高精度定位 ( 重復定位精度:3μm),與氣動擴徑定位銷 model WM 組合使用的實例
※ 本圖為表示 WKH-M ( 漲緊銷 ) 與 WM ( 氣動擴徑定位銷 ) 的組合使用實例。

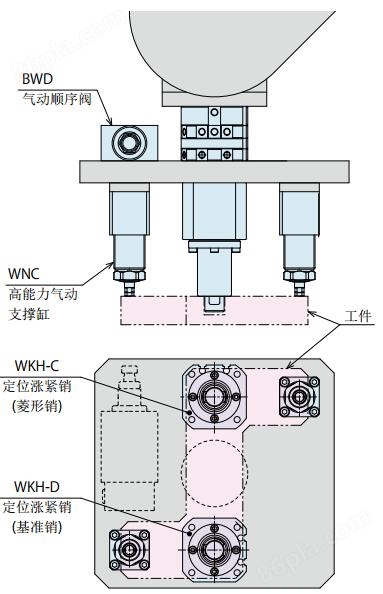
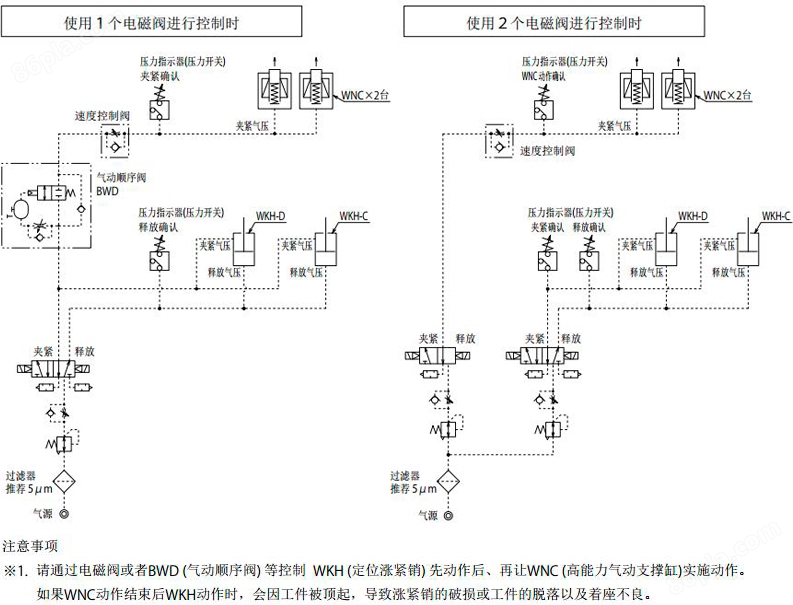
■ 參考例2 (配置以及回路圖)
為了有效防止搬運時工件的傾斜,與高能力氣動支撐缸 model WNC 組合使用的實例
對于夾緊孔,工件重心不平衡時,在高速搬運 ( 急停止 ) 產生的慣性力矩的作用下,有可能導致漲緊銷的破損或工件脫落等事故。 請通過組合使用氣動支撐缸等進行輔助結構的系統設計。
※ 本圖為表示 WKH-D/C ( 定位漲緊銷 ) 與 WNC ( 高能力氣動支撐缸 )、BWD ( 氣動順序閥 ) 的組合使用實例
| 注意事項
》 設計方面的注意事項
1)確認規格
● 使用前請確認各產品的規格。
● 本產品是通過氣壓與彈簧力進行夾緊 ( 漲緊及夾緊 ) 動作 / 通過 氣壓進行釋放動作的氣壓復動式氣缸。夾緊供給口,釋放供給口 兩側都沒有供氣時,就會在內置彈簧的作用下進入到夾緊狀態 ( 銷徑處于擴徑狀態 )。 ① 即使氣壓為零,也具有漲緊力與夾緊力。由于比供給氣壓時 有能力下降,所以在氣壓為零的狀態下使用時請參考第 6 頁的 漲緊力?夾緊力曲線圖:供給氣壓 0MPa 時的漲緊力與夾緊力。
② 請在供給釋放氣壓的狀態下,實施工件的裝卸。 在未供給氣壓的狀態下裝卸工件,會造成工件與夾抓接觸導致 工件以及漲緊銷的破損。

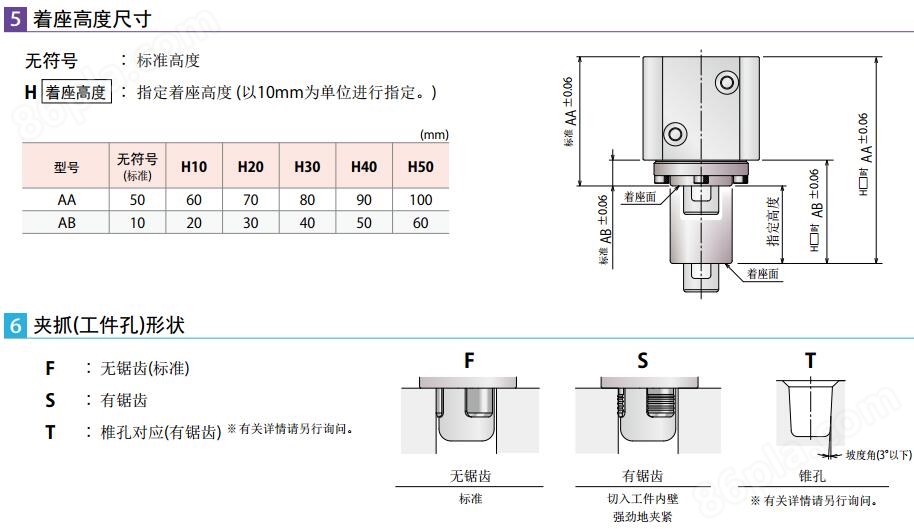
2)關于Z軸向的基準面 ( 著座面 )
● 本裝置的法蘭上端面是工件的著座面,用于進行Z向定位。
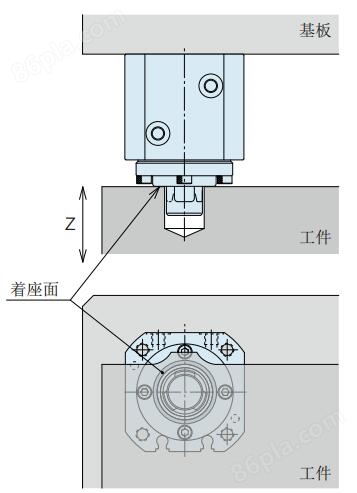
夾緊時應使工件與整個著座面接觸。如果工件與著座面存在不接 觸的部位,則應根據夾緊力和著座面積計算接觸面壓力,在不導 致工件變形的條件下使用。
3)如果工件與著座面存在不接觸的部位,則應根據夾緊力和著座面積計算
● 如果工件孔周邊存在薄壁部位,在進行夾緊動作時工件孔往往會 變形,導致漲緊力以及夾緊力達不到規定值。
使用前應進行夾緊 試驗,將其供給氣壓調整至的狀態。如果在漲緊力以及夾緊力不足的狀態下使用,會導致工件脫落等事故。

4)關于漲緊下拉缸的安裝
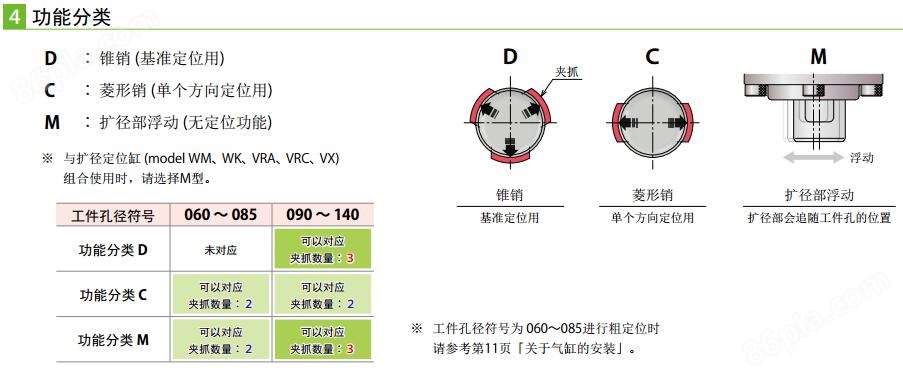
● 使用功能分類為 -D/C 時 -C:菱形銷是以 -D:圓銷作為基準進行角向定位的。 所以安裝時 -C:菱形銷需要調整相位。
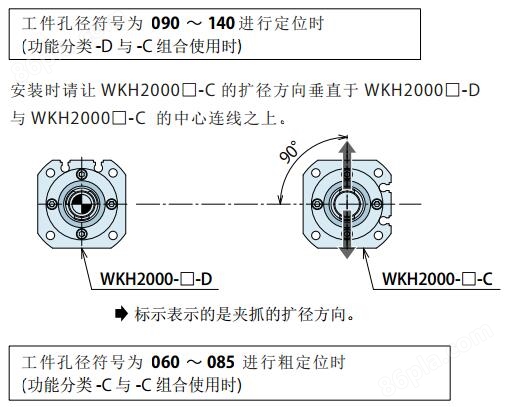
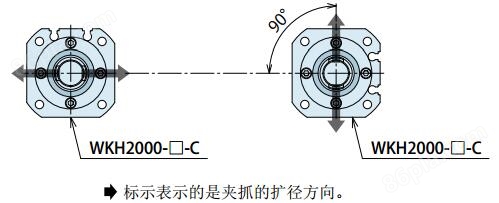
針對 WKH2000-□-C×2 臺的中心連線請將一臺漲緊銷的擴徑 方向旋轉 90°垂直于中心連線。( 因為無基準定位,所以無法 保證精度。)
● 功能分類 -M 型:使用擴徑部浮動功能時 -M 型設有浮動機構 ( 漲緊銷單體浮動量 ±0.2mm) 與其它的 定位缸 / 定位銷等組合使用時,或使用數臺本產品時,請考慮 漲緊銷的安裝間距間精度?工件孔加工的間距間精度。
5)關于夾緊力
● 夾緊力即是將工件按壓在著座面上的按壓力。使用前應進行 夾緊試驗,將供給氣壓調整至的夾緊狀態。如果在夾緊力不足的狀態下使用,則會導致工件脫落等事故。
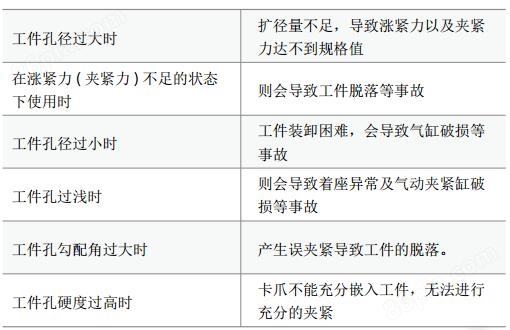
6)工件孔尺寸、勾配角、工件硬度,應在規格值范圍內使用。
7) 在橫向安裝狀態下使用時
● 請注意:裝卡工件時切勿使工件出現浮起或傾斜等現象。如果在 工件浮起或傾斜的狀態下實施夾緊動作,就會引發工件孔變形或 漲緊下拉缸破損等事故。
8) 工件的裝卸作業必須在所有的夾緊缸釋放的狀態下進行。
● 如果在夾緊動作狀態以及釋放動作過程中實施工件裝卸作業, 就會導致夾緊缸破損或工件脫落等事故。
9) 請設置粗導銷
● 如果在工件傾斜的狀態下實施工件裝卸作業,就會產生卡滯現象, 導致夾緊缸破損或工件脫落等事故。

與其它定位夾緊缸/定位銷組合使用時,應考慮定位夾緊缸/ 定位銷的安裝孔的孔間距精度以及工件孔的孔間距精度,并在此基礎上設計粗導銷。
10)使用接近式自動開關時
● 由于工件孔徑的公差,會出現接近式自動開關的檢出范圍不足 的情況。
使用接近式自動開關時,請將工件孔徑的公差保證在 ±0.1mm 以內。
11) 關于防掉落裝置。
● 針對萬一會出現的工件脫落造成的傷亡和事故,請進行防脫落等 安全設計。
12) 關于使用環境
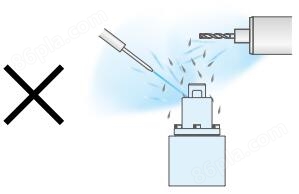
本產品沒有設置防異物侵入功能、 如果是冷卻液和切削屑等異物有可能侵入的環境是無法使用的。
切削加工等異物有可能侵入的銷體內部的環境下請選定高能力氣動漲緊下拉缸 (model SWE)。
》 安裝施工方面的注意事項
1)請確認使用流體
● 動作流體必須使用經由過濾器處理過的“干燥空氣”。
● 不要通過油霧器等供油。
2)配管前的處置
● 配管、管接頭、夾具的空氣通路孔等部位必須清洗干凈后方可 使用。 如果回路中殘留切削屑等異物,會導致漏氣、動作不良等故障。
● 本產品不具備防止異物、雜物侵入空氣回路內的功能。
3)密封膠帶的纏繞方法
● 纏繞時請在螺紋的頂端留出 1 ~ 2 圈絲口。
● 殘留在回路內的密封膠帶斷頭會導致漏氣或動作不正常等故障。
● 保持配管施工作業環境的清潔,并按正確方法施工,避免異物混入 裝置內部。
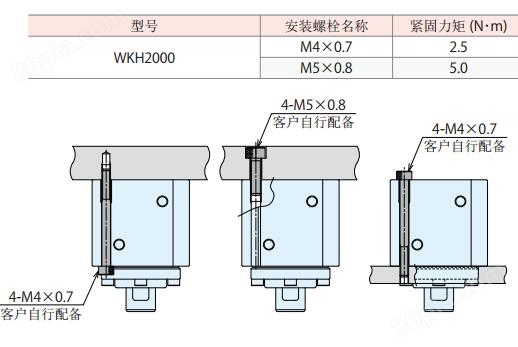
4)本體安裝
● 安裝本體時應使用4根內六角螺栓 ( 強度等級 A2-70 以上 ), 并按下表規定的緊固力矩進行安裝。緊固力矩過大會導致基座塌陷和螺栓熱粘等故障。
5)關于定位漲緊銷的供給口的位置
● 本產品的法蘭面上刻印有各供給口的名稱。請注意配管的安裝 方向。(LOCK: 夾緊供氣口、RELEASE: 釋放供氣口)
》 操作方面的注意事項
1)請指派具備豐富知識和專業經驗的員工操作使用。
● 請指派具備豐富知識和經驗的員工操作使用液壓 / 氣動裝置的機械 設備和裝置,并對其進行維護保養。
2)在安全措施尚未落實的情況下,嚴禁操作、拆卸機械設備。
① 對機械設備和裝置進行檢查、維護前,必須認真確認是否已對被驅 動物體采取了防止墜落措施和防止誤動作等措施。
② 拆卸機械設備時,應確認是否已落實了上述安全措施,同時應切斷 壓力源和電源,確定油壓?氣壓回路的壓力為零后方可進行拆卸作業。
③ 嚴禁對剛停止運行的設備進行拆卸作業,必須等到設備降溫后 再進行拆卸作業。
④ 重新啟動機械裝置前應認真確認螺栓和
3)為防止造成人身傷害,嚴禁接觸動作中的工件 ( 托盤 ) 和夾緊缸。否則會導致手指夾傷等傷害事故。
4) 針對萬一會出現的工件脫落危險,請確保工件搬運時周圍無人。
5)請勿擅自對本產品進行分解或改造。
● 若擅自對本產品進行分解或改造,即使在質保期內發生問題廠方也 概不負責。
● 本產品內置有強勁的彈簧,十分危險。
》 保養、檢查
1)通用的保養、檢查方面注意事項請參照第 399 頁。
2)拆卸設備時必須切斷壓力源
● 拆卸裝置時,必須認真確認是否已對被驅動物體采取了防止墜 落措施和防止誤動作等措施,同時應切斷壓力源和電源,確認 油壓?氣壓回路的壓力為零后方可進行拆卸作業。
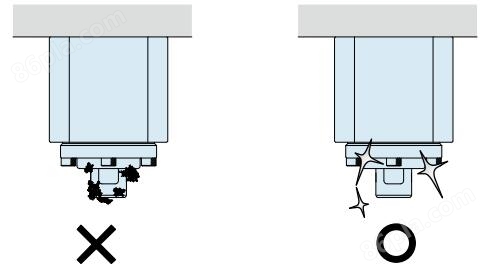
● 重新啟動機械設備前應認真確認螺栓等連接部位有無異常現象。 3)請定期對漲緊下拉缸夾緊部位及著座面進行清掃。
● 如果在夾緊部位表面附有污物的狀態下使用,會產生夾緊力 不足,動作不正常、漏氣等故障,導致工件脫落。
4)請定期檢查配管
? 螺母有無松動現象,并應及時加固。
5)如果由于反復動作,夾爪表面產生磨損,會降低夾緊力。
雖然零部件更換周期因使用壓力或工件材質、孔形狀等因素而異, 但如發現夾爪表面磨損時,必須更換夾爪部件。屆時請與本公司 聯系。
6)請檢查確認裝置有無異音,動作是否正常、順暢。
● 特別是長期閑置后重新啟用時,更應對動作狀況進行檢查確認。
7)請將本產品放置在陰涼干燥處進行保管。
8)本產品的分解大修作業請委托本公司。 本產品內置有強勁的彈簧,十分危險。











