


自動(dòng)化裝車系統(tǒng)
設(shè)備布局:

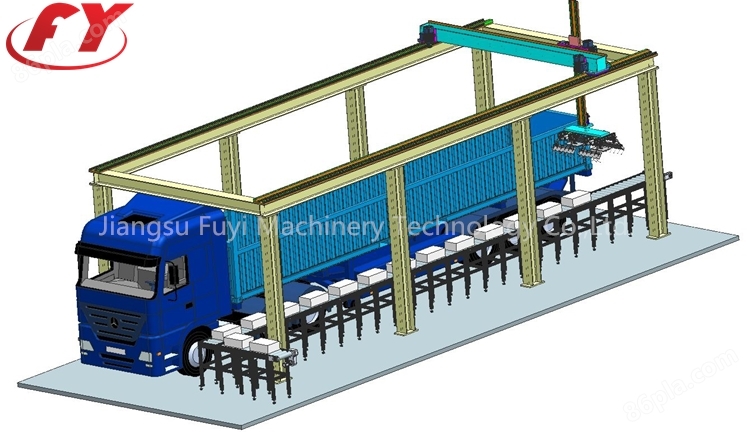
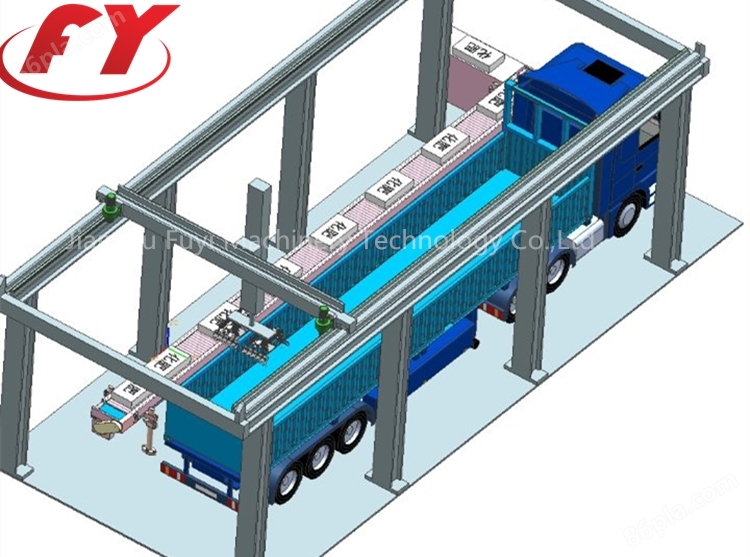
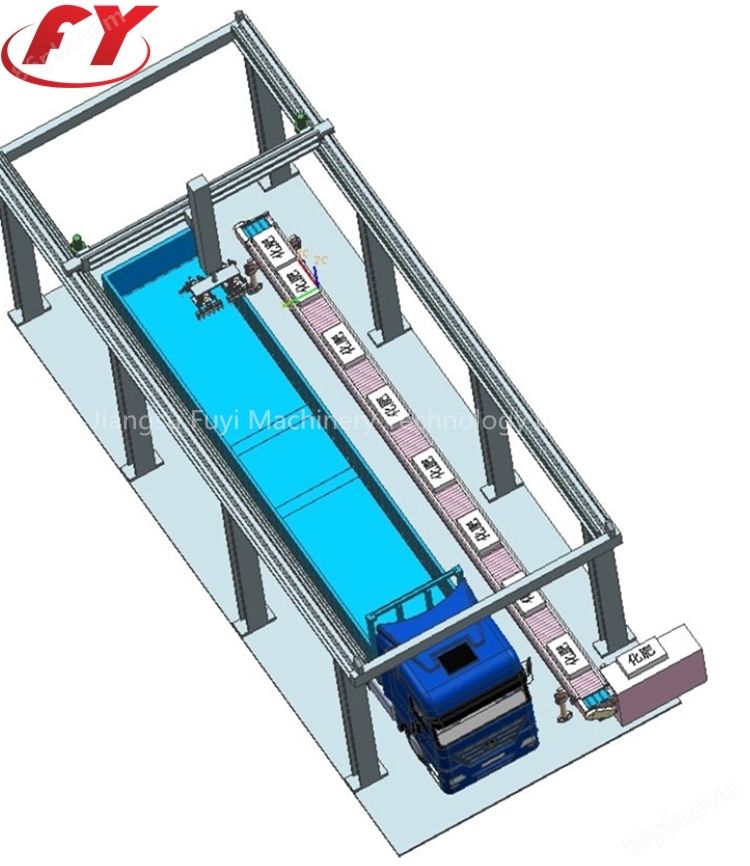
工作流程:
本自動(dòng)化裝車系統(tǒng),適用于造粒包裝完成后。由直線傳動(dòng)龍門(mén)架、機(jī)械手、傳送帶等相關(guān)控制元件及控制系統(tǒng)構(gòu)成。 人工將運(yùn)載產(chǎn)品的貨車停到搬運(yùn)區(qū)域。按系統(tǒng)啟動(dòng)按鈕,傳送帶傳動(dòng),機(jī)械手到達(dá)預(yù)定位置。機(jī)械手抓取傳送帶上的產(chǎn)品,抓取完成后,機(jī)械手自動(dòng)運(yùn)行至車廂區(qū)域進(jìn)行碼垛。碼垛形態(tài)由碼垛功能包控制系統(tǒng)設(shè)置。此次碼垛完成后,機(jī)械手繼續(xù)運(yùn)行至傳送帶抓取區(qū)域,進(jìn)行下一次抓取。重復(fù)以上運(yùn)行姿態(tài),實(shí)現(xiàn)自動(dòng)化裝車。
運(yùn)行節(jié)拍:
車廂距離/M | 產(chǎn)品數(shù)量/袋 | 傳送帶節(jié)拍 | 抓取節(jié)拍 | 軌跡節(jié)拍 | 碼垛節(jié)拍 | 返回節(jié)拍 | 總結(jié)拍 |
3M | 2 | 3s | 2s | 5s | 2s | 5s | 17s |
5M | 2 | 3s | 2s | 8s | 2s | 8s | 23s |
8M | 2 | 3s | 2s | 11s | 2s | 11s | 29s |
11M | 2 | 3s | 2s | 14s | 2s | 14s | 35s |
15M | 2 | 3s | 2s | 17s | 2s | 17s | 41s |
備注 | 1.以上節(jié)拍分為5種,根據(jù)車廂大小不同,所用節(jié)拍時(shí)長(zhǎng)也就不同。 | ||||||
2.此節(jié)拍為理論節(jié)拍,具體節(jié)拍以現(xiàn)場(chǎng)調(diào)試所定。 | |||||||
機(jī)械手:
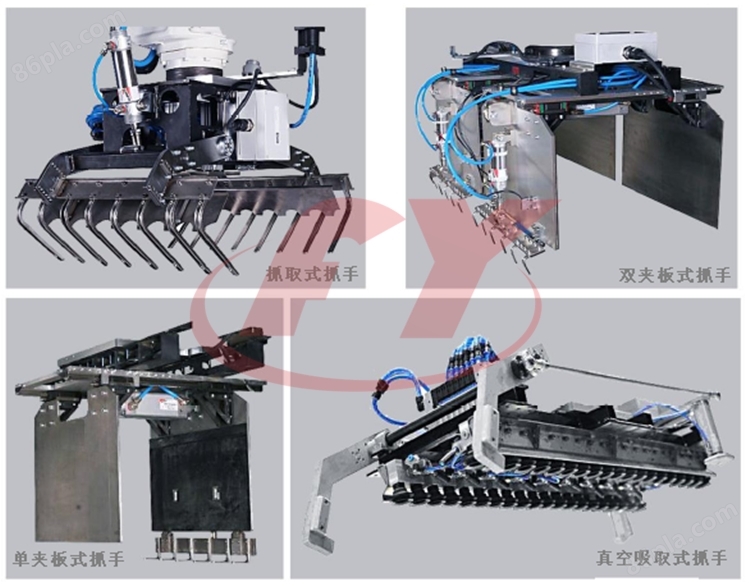
解析:
本機(jī)械手,采用氣動(dòng)夾持裝置,具有高速靈敏、夾持緊等。此自動(dòng)化裝車系統(tǒng),配置2臺(tái)機(jī)械手,更具有高效的生產(chǎn)節(jié)拍。從而降低成本、提高效率。
此傳送帶為定制傳送帶,具備傳感起停,從而更高效的配合機(jī)械手來(lái)完成搬運(yùn)等工作。 1.直線傳動(dòng)龍門(mén)架 2.四軸傳動(dòng)裝置 3.機(jī)械手 4.傳送帶 (2組) 5.傳送帶控制系統(tǒng) 6.整線控制系統(tǒng) 7.機(jī)械組件 8.電氣組件 9.控制柜 10.傳感器 傳送帶 解析 主要功能設(shè)備 
















