
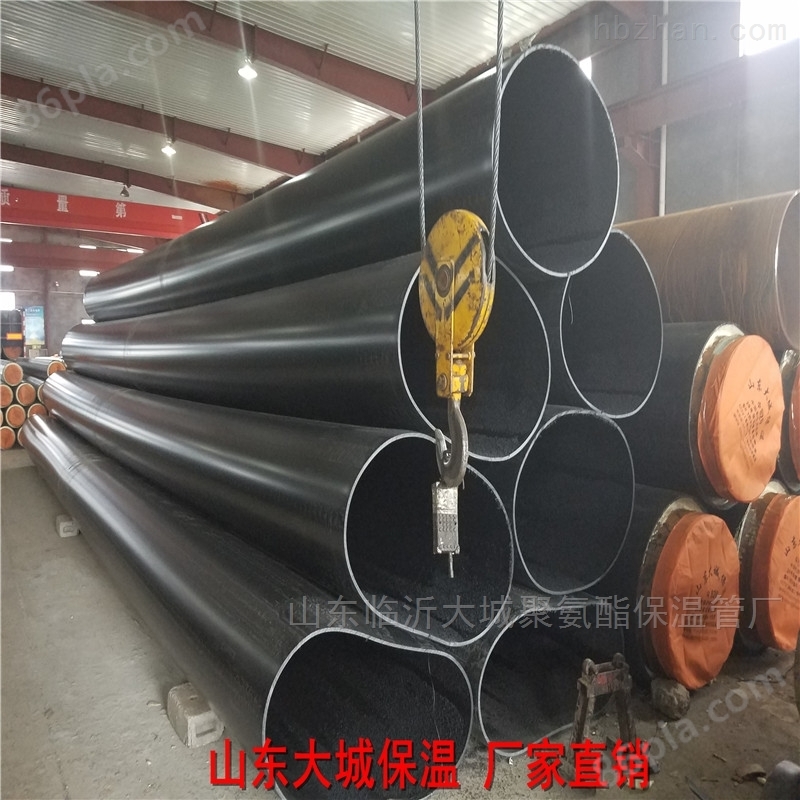


塑套鋼蒸汽管道焊接工作量大、要求高,焊接質(zhì)量的好壞直接關(guān)系到整個(gè)工程的質(zhì)量。工作管的焊接質(zhì)量對(duì)直埋蒸汽管道的安全十分重要,一旦發(fā)生焊縫泄漏,將導(dǎo)致全部保溫材料失效。因此必須在施工、檢驗(yàn)環(huán)節(jié)上把好關(guān)。管道對(duì)口焊接的順序?yàn)?工作鋼管焊接、檢驗(yàn)一—安焊下半圈外套補(bǔ)口管、檢驗(yàn)——對(duì)口處保溫一---安焊上半圈外套補(bǔ)口管、檢驗(yàn)-——外套鋼管防腐處理。本工程焊接采用氬弧焊打底,手工焊蓋面,工作管進(jìn)行*射線探傷,外套管超聲波探傷。采用氬電聯(lián)焊,一般探傷都能合格。不合格的多為氣孔空,氬氣不合格是主要原因。泰州鋼套鋼蒸汽保溫管山東生產(chǎn)廠家
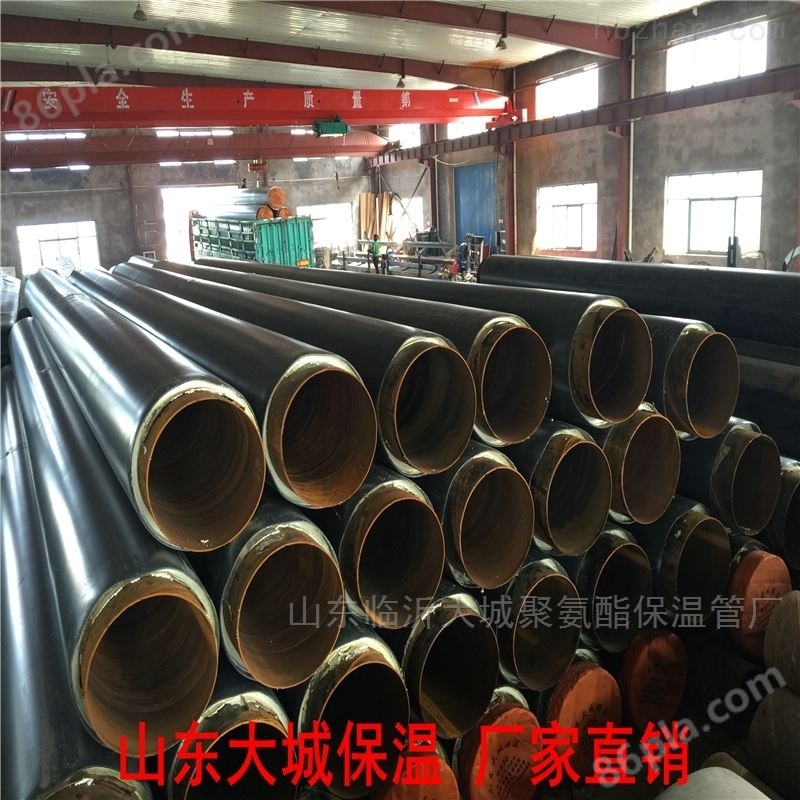
外套管焊接時(shí)需先將接口管縱向剖開,然后再對(duì)焊在工作管外側(cè)。外套管補(bǔ)口前要把兩根外護(hù)管用千斤頂或倒鏈調(diào)整到與工作管同心的位置,量好兩外護(hù)管的間距,為了準(zhǔn)確下料,在管道圓周上測量4一6點(diǎn),根據(jù)度量尺寸下料,并把管子切割成兩段不等的半圓,稍大的半圓應(yīng)該是仰焊的半圓,這樣,兩道縱縫均處在管道的平爬坡位置,操作方便,焊接質(zhì)量好。組對(duì)時(shí)要重點(diǎn)控制對(duì)口錯(cuò)邊量。另外補(bǔ)口處的保溫材料要選用熔點(diǎn)高、難燃的柔性保溫材料。
焊接過程中涉及焊接、探傷、保溫、外套補(bǔ)口、防腐等工序,相互交叉,必須銜接配合好,以確保工期。
保溫管在生產(chǎn)、運(yùn)輸和安裝過程中,特別是趕上雨季施工,不可避免地會(huì)進(jìn)入一些潮氣或水分。這些潮氣或水分在管道運(yùn)行時(shí)經(jīng)管內(nèi)蒸汽加熱就會(huì)在保溫層間形成蒸汽,如不及時(shí)排除,會(huì)使保溫層間壓力升高,出現(xiàn)“爆管”。因此對(duì)于不抽真空的保溫結(jié)構(gòu),必須設(shè)置排潮管。排潮管的設(shè)置不僅在啟動(dòng)運(yùn)行階段發(fā)揮重大作用,而且在正常運(yùn)行中的作用也不可忽視,因?yàn)檎_\(yùn)行時(shí)可以通過排潮量的大小判斷管道是否泄漏。一般把排潮管設(shè)于固定支架上,這就要求安裝固支時(shí),其外套上的支筋處于側(cè)上及測下位置。每兩個(gè)固支間的管段設(shè)一個(gè)排潮口,以確保每一段管道都能有效排潮。并將排潮口引出地面,至行人、車輛無障礙之處,高出地面500mm左右,為防止雨雪進(jìn)入,需將排潮管口下彎。
由于蒸汽管網(wǎng)初運(yùn)行及零運(yùn)行時(shí)會(huì)在管道低點(diǎn)集結(jié)凝結(jié)水,如不及時(shí)排除就會(huì)發(fā)生水擊,會(huì)對(duì)管網(wǎng)造成破壞。因此直埋蒸汽管道設(shè)置疏水裝置是重要的。我們將疏水點(diǎn)設(shè)在固定支架底部,以減小剪切力造成的破壞。可將疏水管在固支安裝前安裝好,這樣避免了仰焊縫,焊接質(zhì)泰州鋼套鋼蒸汽保溫管山東生產(chǎn)廠家
















