




PVC管材擠出生產(chǎn)線從誕生到現(xiàn)在已經(jīng)經(jīng)過了兩百多年的發(fā)展,現(xiàn)在單螺桿擠出機(jī)的技術(shù)已經(jīng)非常成熟,一般情況下單螺桿擠出機(jī)根據(jù)螺桿可以分成三段工作區(qū)域:輸送段、壓縮段、計量段。
料口后一道螺紋開始稱之為輸送段,此階段物料要求不能塑化,重要用于輸送物料的作用。在一些大直徑的擠出機(jī)上還會加裝冷卻裝置,防止物料塑化,避免因為物料熔化影響物料輸送速度。
當(dāng)物料通過輸送段后,這時候就進(jìn)入了壓縮段。在這個階段,螺桿與機(jī)筒之間的體積變小,同時溫度達(dá)到了塑化溫度,物料會被壓縮。(從初始體積縮小到原來的三分之一,這叫螺桿的壓縮比3:1)
當(dāng)物料完成了塑化作業(yè),就會進(jìn)入計量段,定量輸送熔體物料供給機(jī)頭用于生產(chǎn)需要。
PVC管材擠出生產(chǎn)線產(chǎn)品特點
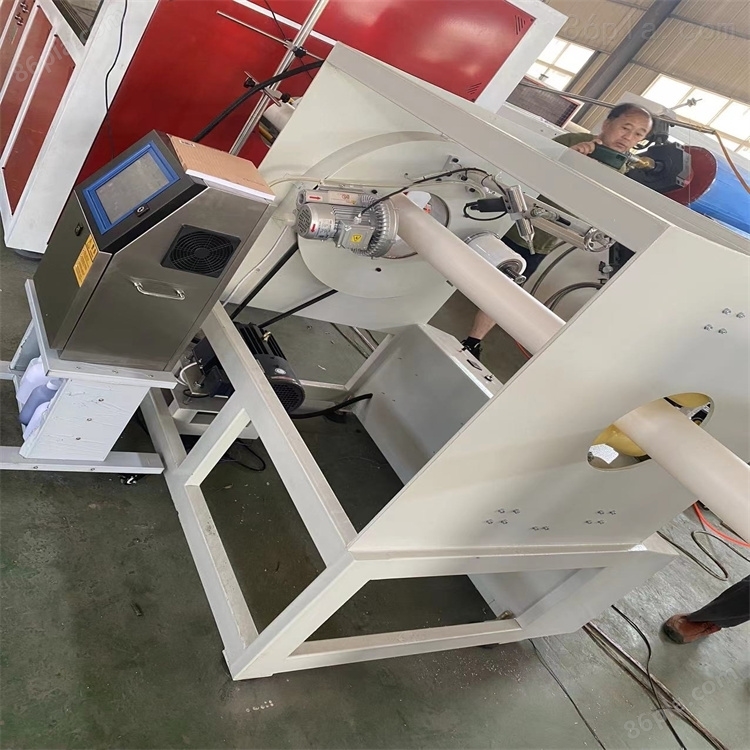
采用國茂擠出機(jī)減速機(jī),質(zhì)量穩(wěn)定,壽命長。
電動機(jī)優(yōu)選品牌變頻電機(jī)。
*的電器控制系統(tǒng),專業(yè)工程師為擠出機(jī)客戶根據(jù)實際情況搭載人性化操作控制系統(tǒng)。
單螺桿擠出機(jī)設(shè)計簡單,價格便宜。
PE管材基本原理:塑料管道經(jīng)機(jī)器的激光切割、加溫、使塑料管道橫斷面熔化,在必須的時間工作壓力下,使兩塑料管道橫斷面觸碰互促,進(jìn)而超過電焊焊接的目地。因為選用本身電焊焊接且在電焊焊接全過程中產(chǎn)生雙環(huán)電焊焊接,管件內(nèi)外壁一起產(chǎn)生提升圈,固比其焊接抗壓強(qiáng)度超過塑料管道本身。
PE管材加工工藝主要參數(shù):發(fā)熱板溫度,指發(fā)熱板環(huán)境溫度,通常用表層溫度表精確測量。在精確測量溫度時,要考慮到工作溫度的危害。熱鍍鋅板溫度不僅確保管件內(nèi)孔快速熔化,又要確保焊制管材不會因溫度過高而產(chǎn)生溶解。充壓加溫工作壓力與熔化連接工作壓力相當(dāng)于,功效是對管件開展強(qiáng)制性加溫,除掉管件內(nèi)孔不整平的一部分,使管件內(nèi)孔所有與發(fā)熱板觸碰,勻稱遇熱。卷邊高寬比用以考量加溫工作壓力功效于管件橫截面的時間,即充壓加溫