







塑料管材是采用高科技的方法將材料復合而成的化學建材,它是繼木材、鋼材、水泥之后的當今新興起的第四大類新型建筑材料。
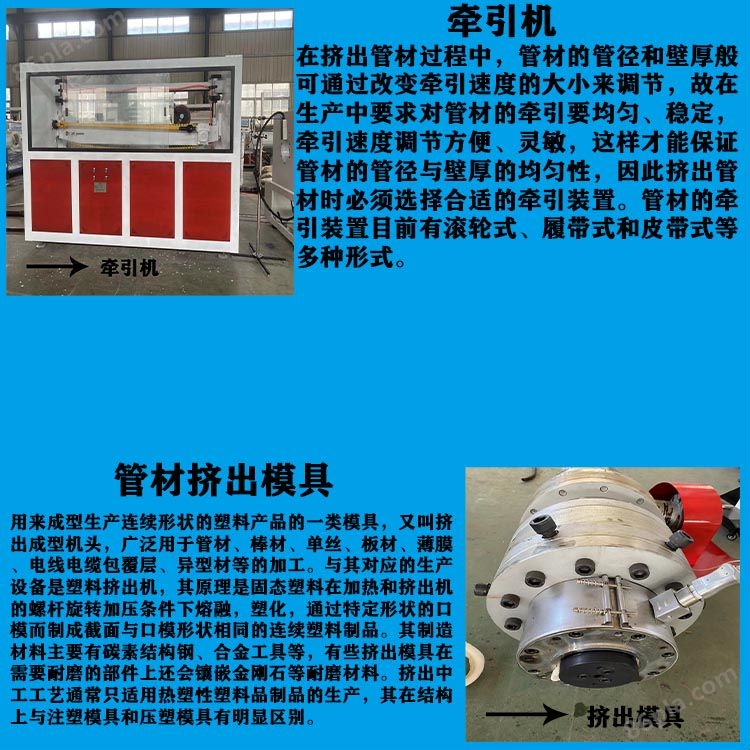
塑料管材設備擠出機擠出原理是利用含有斜面螺紋的螺桿在加熱的料筒中旋轉,將料斗中送來的塑料向前擠壓,使塑料慢慢受熱,均勻塑化將塑料擠出,通過機頭和模具成型。擠出機由擠出系統、加熱冷卻系統、傳動系統和控制系統組成。
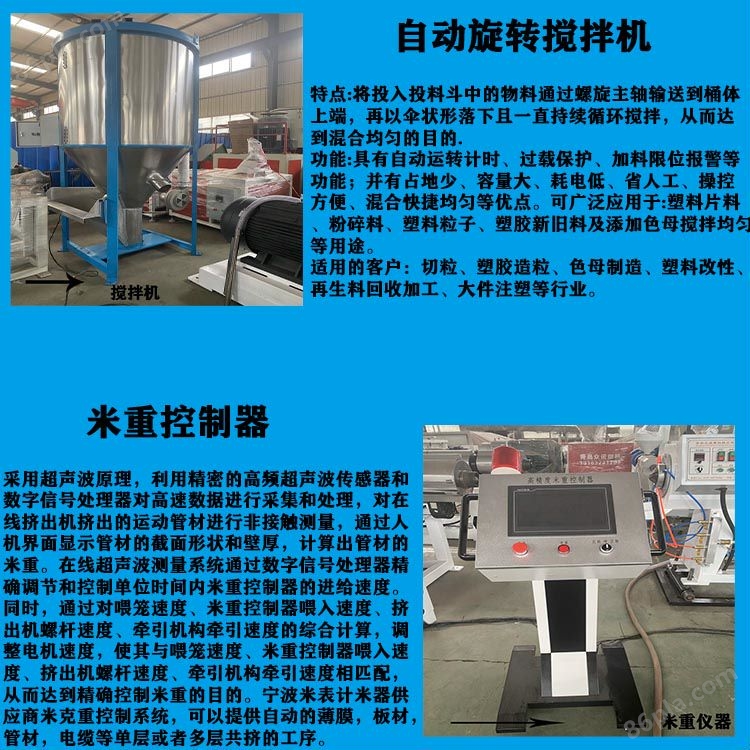
擠出機按螺桿的數目可分成單螺桿擠出機、雙螺桿擠出機和多螺桿擠出機。
雙螺桿擠出機又可分成錐型雙螺桿擠出機和平形雙螺桿擠出機。塑料管材設備錐型雙螺桿擠出機主要是用來加工粉沫料如PVC料。按螺桿的旋轉方向又能夠 分成異外和異內型。平形雙螺桿擠出機通常是用在大型的造粒機中。
擠出系統包括螺桿、機筒和加料裝置。螺桿素有擠出機的心臟之稱,螺桿的質量直接決定著擠出機的擠塑產量與質量。
PE管材基本原理:塑料管道經機器的激光切割、加溫、使塑料管道橫斷面熔化,在必須的時間工作壓力下,使兩塑料管道橫斷面觸碰互促,進而超過電焊焊接的目地。因為選用本身電焊焊接且在電焊焊接全過程中產生雙環電焊焊接,管件內外壁一起產生提升圈,固比其焊接抗壓強度超過塑料管道本身。
PE管材加工工藝主要參數:發熱板溫度,指發熱板環境溫度,通常用表層溫度表精確測量。在精確測量溫度時,要考慮到工作溫度的危害。熱鍍鋅板溫度不僅確保管件內孔快速熔化,又要確保焊制管材不會因溫度過高而產生溶解。充壓加溫工作壓力與熔化連接工作壓力相當于,功效是對管件開展強制性加溫,除掉管件內孔不整平的一部分,使管件內孔所有與發熱板觸碰,勻稱遇熱。卷邊高寬比用以考量加溫工作壓力功效于管件橫截面的時間,即充壓加溫