
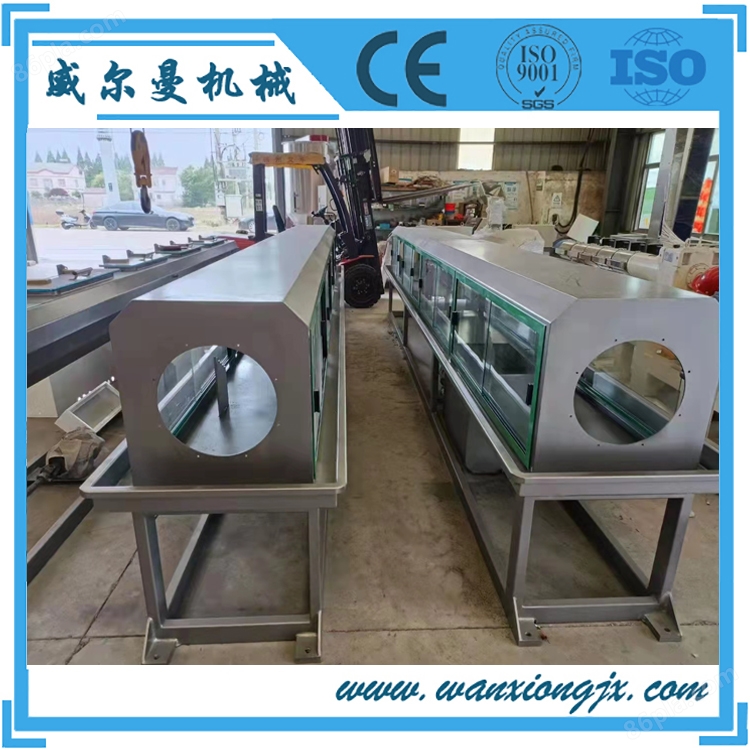


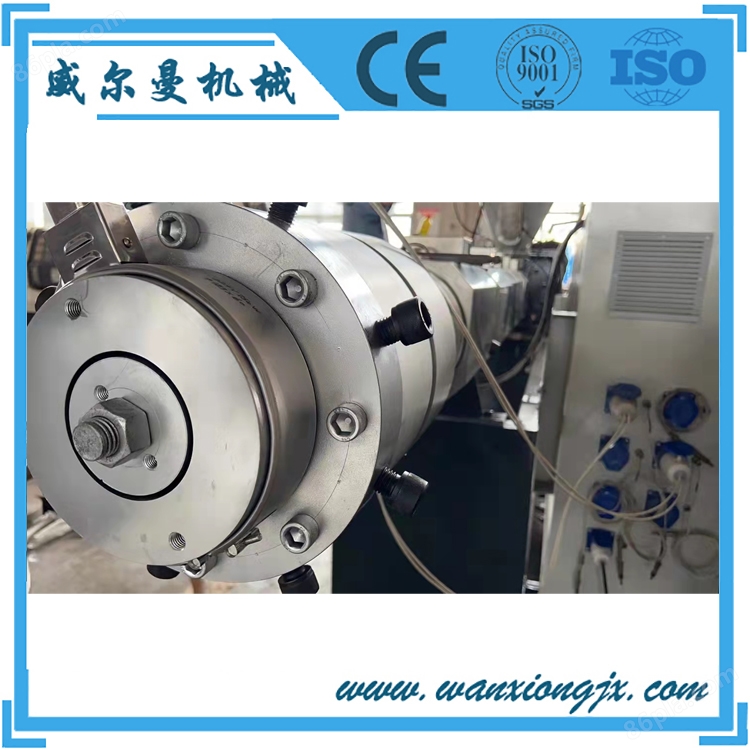

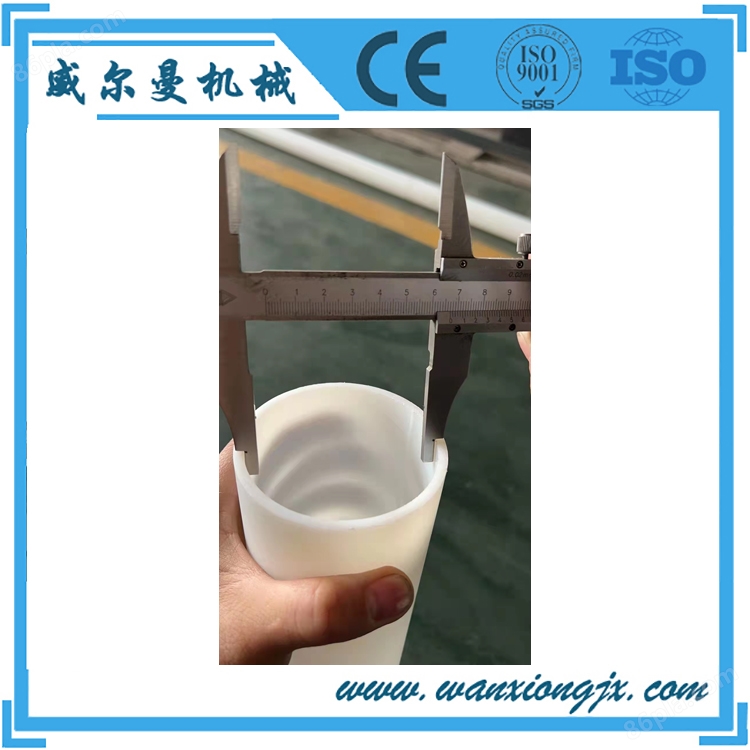
生產線由控制系統、擠出機、機頭、定型冷卻系統、牽引機、切割裝置及翻料架組成。模具和輔機:機頭采用新設計的籃式機頭或螺旋分流式擠管復合機頭,具有調節方便, 出料均勻的特點,定徑套采用的開槽工藝和水環冷卻,確保管材的成型精度。采用PLC與彩色大屏幕液晶顯示組成的控制系統,具有完善的報警系統,良好的中文人機界面,操作十分方便。
一、單螺桿主機:高速單螺桿擠出機是專門為不同原料而設計的,配備了低噪音風機,高速硬齒面減速箱,智能型溫控表,變頻器控制,使整主具有低溫熔化,良好的塑化和節能效果等特點,
二、模具:采用螺旋分流型擠出模,的低壓流道設計,保證PE低溫高塑料化擠出。針對不同的原料,可以采用多層共擠模具來降低成本。
三、標識線擠出主機:管材標識線是通過一臺小單螺桿擠出機能過復合模具擠出
四、真泵定徑水箱:根據管徑大小,可配備多級真空系統,以保證管材成型質量和生產速度。由于采用合理水循環高壓冷卻水系統、真空度調節裝置和水溫自動控制系統,高精度錫青銅定徑套,為速機的高速高產量提供有力保障。
五、噴淋冷卻水槽:長的冷卻系統保證了管材的高效冷卻提高產量,的管道系統縮短了冷卻長度。
六、牽引機:特殊的整體傳動裝置避免了獨立傳動的不同步性,精確的壓力調節系統可以調節牽引力,具有壓力小,牽引力大的特點,變頻器控制,牽引速度精密無級可調。
七、無屑切割機:采成成熟無屑切割技術,切割精度高,切口平整無坯鋒,無粉塵。
八、雙工位收卷機:采用大力矩電機,通過變頻器調速,在想調整收卷速度。
















