
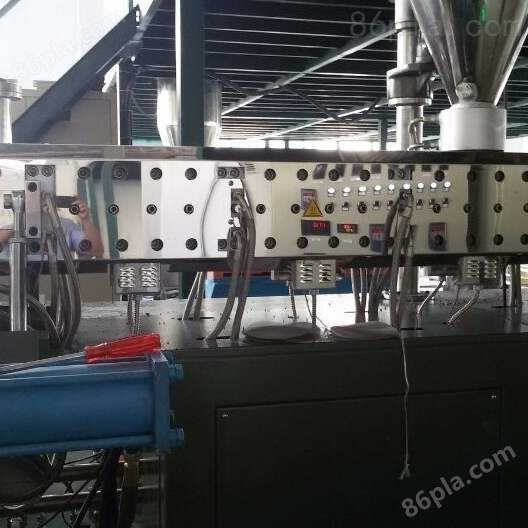

密煉單螺桿造粒機是生產塑料片材擠出機所設計的機組,提升機與密煉機自動連鎖,采用自動上料功能,倒料時方可自動延時并可自動歸位。不需要特殊的操作技術,能生產高品質的產品,具有優良的安全性。溫度控制準確,因此減少原料的損害及浪費。
空載試運轉注意事項:
1、首先啟動密煉機各潤滑油泵和液壓站,檢查各部位供油是否正常。油泵及液壓站正常工作15min后啟動主電機,從密煉室出水端觀看轉子轉向是否正確。通常密煉機在出廠前,經過空運轉2h以上,在用戶處空運轉4h以上。
2、開通密煉機冷卻水系統,檢查有無泄漏。
3、在手動和自動操作狀態下,使壓砣、加料門和卸料門開啟多次,動作應靈活可靠。
4、在密煉機空運轉試驗過程中檢查下列項目:
a、減速器傳動齒輪及軸承等各潤滑點的潤滑充分,各密封部位密封良好。
b、運轉中不得有較大的振動和周期性噪聲。
c、空運轉時,主電機為單速,其功率消耗應小于額定功率的15% d:密煉機各部位軸承溫度不應有驟升現象,轉子軸承和減速器軸承溫升≤20℃。
密煉單螺桿造粒機板材厚薄控制采用螺桿調整及油壓壓輪雙向調整可控制板材厚薄度。壓輥輪直經為350mm,及雙回路冷卻系統,配合模溫控制機控制壓棍輪溫度使板材,厚薄均勻。
板材厚薄控制采用螺桿調整及油壓壓輪雙向調整可控制板材厚薄度。壓輥輪直經為350mm,及雙回路冷卻系統,配合模溫控制機控制壓棍輪溫度使板材,厚薄均勻。
















