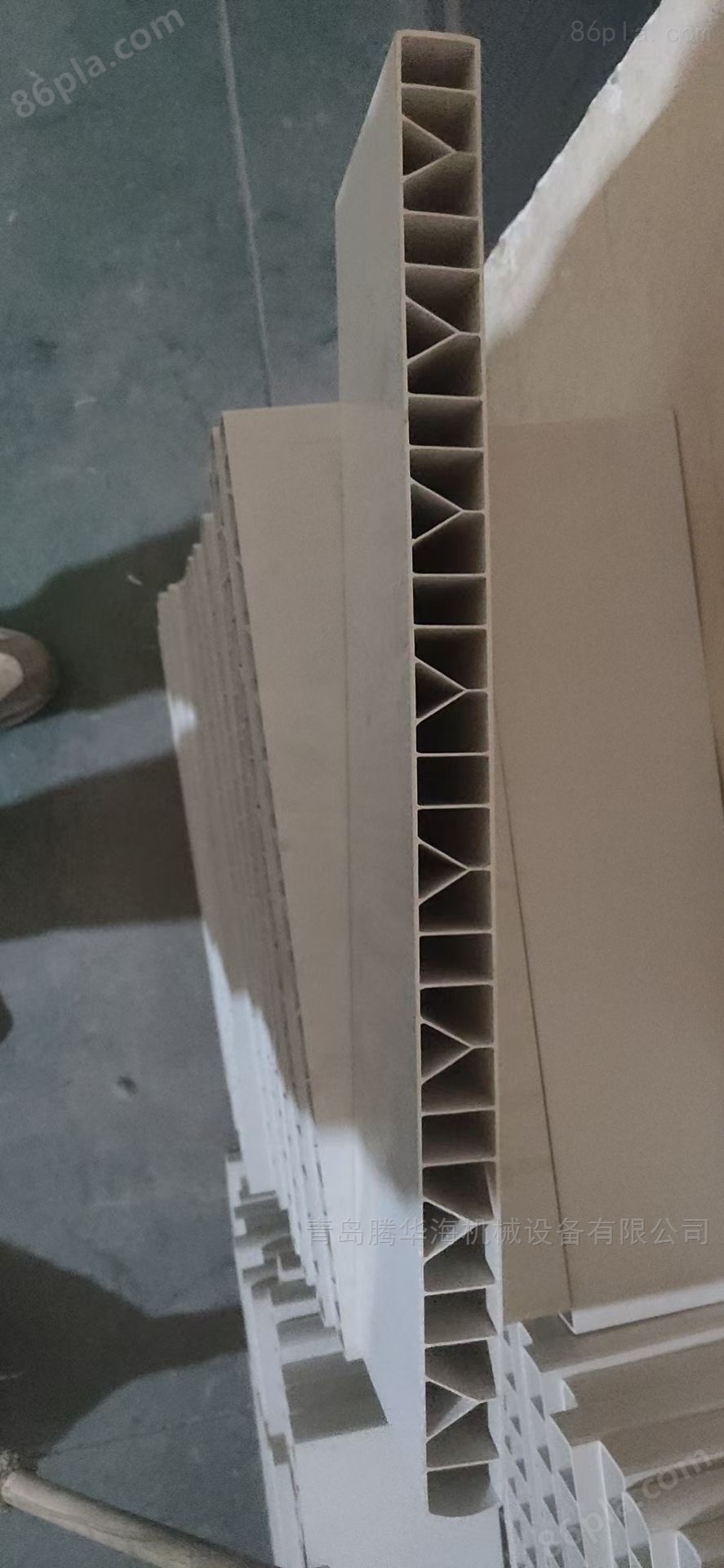













PVC碳纖維浴室柜板設備、PVC中空浴室柜板設備生產的制品可廣泛應用于包裝、隔熱材料和汽車等各個領域。PE、PP木塑板材生產線加工范圍:寬度600-1500mm,厚度為2-6mm。
PVC碳纖維浴室柜板設備、PVC中空浴室柜板設備采用特殊設計的螺桿料筒、模具及擠出機加工生產工藝生產木塑產品。公司產品系列:木塑一步法厚板設備;木塑一步法異型材設備;木塑一步法裝飾板材設備;木塑造粒設備;各種木塑模具。擠出機單機兩級混合直接擠出,也可造粒后兩步法擠出,省電省空間,具有產量高,擠出壓力穩定,預熱加料機置于主機頂部,先抽出大部分木粉中殘留的水分,使主機加料段更加充實;塑化混煉效果好等優點。優化的螺桿設計使用使剪切小,不易剪斷木質纖維,能使物料在機內停留時間均勻。螺桿機筒采用雙金屬處理,耐磨耐腐蝕,使用壽命大大延長。PVC中空浴室柜板設備能生產PE、PP或PVC木塑異型材制品,主要用于托盤,包裝箱板,地板,戶外裝飾材料等,用途十分廣泛。木粉及植物纖維添加量高,*高可達50%-70%,設備適應能力強,可同時加工PP、PE、ABS、PS等。
PVC柜板設備的工藝流程介紹:
(1)工藝流程
塑料異型材采用單螺桿擠出機擠出成型或雙螺桿擠出機擠出成型,其工藝流程為:
塑化造粒→單螺桿擠出成型/塑料混合→真空定型→冷卻→牽引→切割→堆放
擠出異型材的主要設備有擠出機、機頭、定型裝置、牽引裝置和切割裝置等。
①擠出機成型異型材的擠出機可以是單螺桿或雙螺桿擠出機。雙螺桿擠出機具有很好的混煉塑化能力,物料在擠出機中的停留時間短,而且擠出的產量大,擠出速度快,一般可達到2~4m/min,特別適合于硬質聚氯乙烯(UPVC)粉料的直接加工大規格異型材(如PVC塑料門窗等)大規模的生產。
對于聚烯烴類的異型材,或小批量以及截面尺寸小的PVC異型材的生產,一般選擇單螺桿擠出機。成型加工聚烯烴類的異型材時,螺桿的直徑D通常為Φ45~120mm,長徑比L/D≥20成型PVC異型材時,一般螺桿直徑D為45~65mm,長徑比L/D在20左右。
②機頭機頭是制品成型的主要部件,物料在擠出機機筒內經塑化成熔融態后,被擠入機頭,此時在機筒內呈圓柱形的熔料便隨機頭內空腔截面形狀的變化而逐漸變形,并且形成一定的壓力,使物料在機頭內得到壓實,形成與機頭通道截面及幾何尺寸相似的密實的型坯被擠出口模,再經過冷卻定型等,得到性能良好的異型材制品。
③定型裝置定型裝置的作用是將從口模中擠出塑料的既定形狀穩定下來,并且對其進行精整,從而得到截面尺寸更為精確、表面更為光亮的制品。定型裝置不僅決定制品的尺寸精度,同時也是影響擠出速度的關鍵因素。
④牽引裝置牽引裝置的作用是克服型材在定型模內的摩擦阻力而均勻地牽引型材,使擠出過程穩定進行。由于異型材形狀復雜,有效面積上摩擦阻力大,要求牽引力也較大,同時為保證型材壁厚、尺寸公差、性能及外觀要求,必須使型材擠出速度和牽引速度匹配。
⑤切割裝置 為使擠出異型材滿足運輸、儲存和裝配的要求,需將連續擠出的制品切成一定的長度。一般用行走式圓鋸。由行程開關控制型材夾持器和電動圓鋸片,夾持器夾住型材,鋸座在型材擠出推力或牽引力的推動下與型材同步運動,鋸片開始切割,切斷后夾持器松開,鋸片回復原位,完成型材切割的工作循環。