
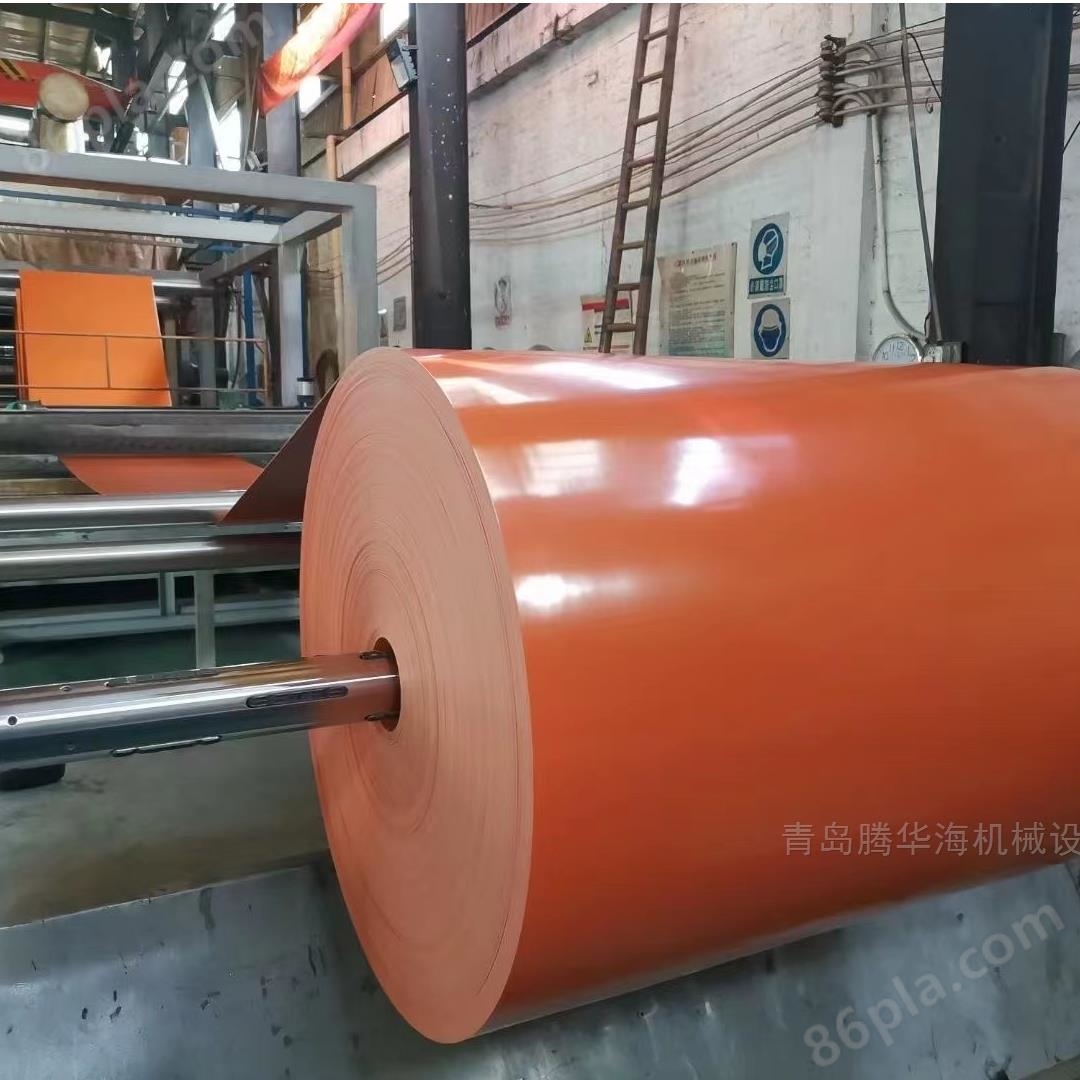













一出二鋼鐵包裝端護(hù)板塑料板材設(shè)備主要用于生產(chǎn)鋼卷的護(hù)角包裝,應(yīng)用于鋼廠及彩鋼鋼卷的包裝。整條生產(chǎn)線采用*的設(shè)計(jì)方法,采用在線才沖裁,定長(zhǎng)裁斷,自動(dòng)化程度高。經(jīng)過(guò)青島眾諾塑料擠出機(jī)械有限公司的研究與開(kāi)發(fā),由以前的每分鐘兩米提速到現(xiàn)在每分鐘10米,熟練后整條生產(chǎn)線只需要一人操作,快捷方便,采用一出二擠出模式。一出二鋼卷包裝塑料護(hù)角設(shè)備是青島眾諾塑料機(jī)械有限公司專業(yè)制作鋼卷包邊護(hù)角線設(shè)備、包裝塑料保護(hù)板、端護(hù)板、側(cè)護(hù)板設(shè)備。一出二鋼卷包裝塑料護(hù)角設(shè)備由塑料擠出機(jī)、自動(dòng)真空上料機(jī)、除濕烘干料斗、片材機(jī)頭、三輥壓光機(jī)、排輥托冷裝置、裁邊裝置、牽引機(jī)、剪切機(jī)、排輥輸送機(jī)、收卷機(jī)、沖裁裝置、割圓機(jī)等組成。公司對(duì)一出二鋼卷包裝塑料護(hù)角設(shè)備進(jìn)行免費(fèi)安裝、調(diào)試、培訓(xùn)人員,直至生產(chǎn)工人獨(dú)立操作為止,并提供*技術(shù)配方,實(shí)施交鑰匙工程。
一出二鋼鐵包裝端護(hù)板塑料板材設(shè)備的基本操作步驟:
(1)首先按單螺桿或雙螺桿擠出機(jī)操作規(guī)程對(duì)擠出設(shè)備做好生產(chǎn)前的各項(xiàng)檢查準(zhǔn)備工作。
(2)確認(rèn)料筒內(nèi)清潔、無(wú)任何異物后,安裝過(guò)濾網(wǎng)、分流板和機(jī)頭模具,根據(jù)產(chǎn)品要求調(diào)整好口模間隙。模具唇口間隙應(yīng)略小于等于板制品厚度,模唇中間間隙應(yīng)略小于兩側(cè)端模唇間隙。
(3)按原料塑化工藝條件要求設(shè)定好料筒各段溫度,料筒由加料段開(kāi)始至料筒與成型模具連接處溫度逐漸提高;成型模具溫度略高于料筒溫度,高出溫度控制在5~10℃。模具兩端溫度略高于模具中間溫度,高出溫度控制在5~10℃。
(4)調(diào)開(kāi)三輥壓光機(jī)的輥距,打開(kāi)控溫裝置,調(diào)至工藝要求溫度。注意三輥的工作面溫度應(yīng)是進(jìn)片輥溫度略高些,出片輥溫度略低些。
(5)待擠出機(jī)達(dá)到開(kāi)機(jī)狀態(tài)后,低速啟動(dòng)螺桿,打開(kāi)料斗喂料開(kāi)合門(mén)(或低速啟動(dòng)喂料擠出機(jī)螺桿),對(duì)擠出機(jī)進(jìn)行少而均勻、緩慢的喂料。
(6)啟動(dòng)三輥壓光機(jī),開(kāi)啟冷卻裝置,打開(kāi)冷卻水供應(yīng)系統(tǒng),啟動(dòng)牽引裝置。
(3)(7)片材擠出機(jī)頭后,按三輥壓光機(jī)要求入片形式入片,三輥的中間輥上輥面應(yīng)與模具唇口下平面在一個(gè)水平面上;唇口端面與中間輥中心線平行,相距50~100mm。
(8)將板材引入展平輥、牽引裝置、切割裝置。
(9)擠出基本穩(wěn)定后,調(diào)節(jié)三輥間距至要求大小,輥筒間隙應(yīng)等于或略大于板的厚度。
(10)適當(dāng)調(diào)節(jié)三輥運(yùn)轉(zhuǎn)速度、擠出速度和牽引速度大小,使其相匹配,直到達(dá)到制品厚度要求。
(11)根據(jù)板坯在三輥輥面狀態(tài),適當(dāng)調(diào)節(jié)輥面溫度,當(dāng)表面出現(xiàn)橫紋,板坯不易脫輥時(shí),應(yīng)適當(dāng)降低輥面溫度;板坯表面無(wú)光澤時(shí),應(yīng)適當(dāng)提高輥面溫度。
塑料板材設(shè)備注意事項(xiàng):
1、擠出機(jī)料筒及機(jī)頭溫度較高,操作時(shí)要戴手套,溶體擠出時(shí),操作者不得位于機(jī)頭的正前方,防止發(fā)生意外。
2、調(diào)節(jié)機(jī)頭和三輥壓光機(jī)時(shí),操作動(dòng)作應(yīng)緩慢,以免損傷設(shè)備。
3、取樣必須待擠出壓光的各項(xiàng)工藝條件穩(wěn)定,板坯或樣板試樣尺寸穩(wěn)定方可進(jìn)行。




















