









無(wú)鹵機(jī)筒通常采用特殊的材料制成,這些材料不含鹵素,并符合環(huán)境保護(hù)標(biāo)準(zhǔn)。無(wú)鹵機(jī)筒廣泛應(yīng)用于電子產(chǎn)品制造領(lǐng)域,如計(jì)算機(jī)、手機(jī)、平板電腦、網(wǎng)絡(luò)設(shè)備等。它們?yōu)殡娮咏M件提供了良好的物理保護(hù),同時(shí)在工藝過程中不會(huì)產(chǎn)生有害的氣體或物質(zhì)。
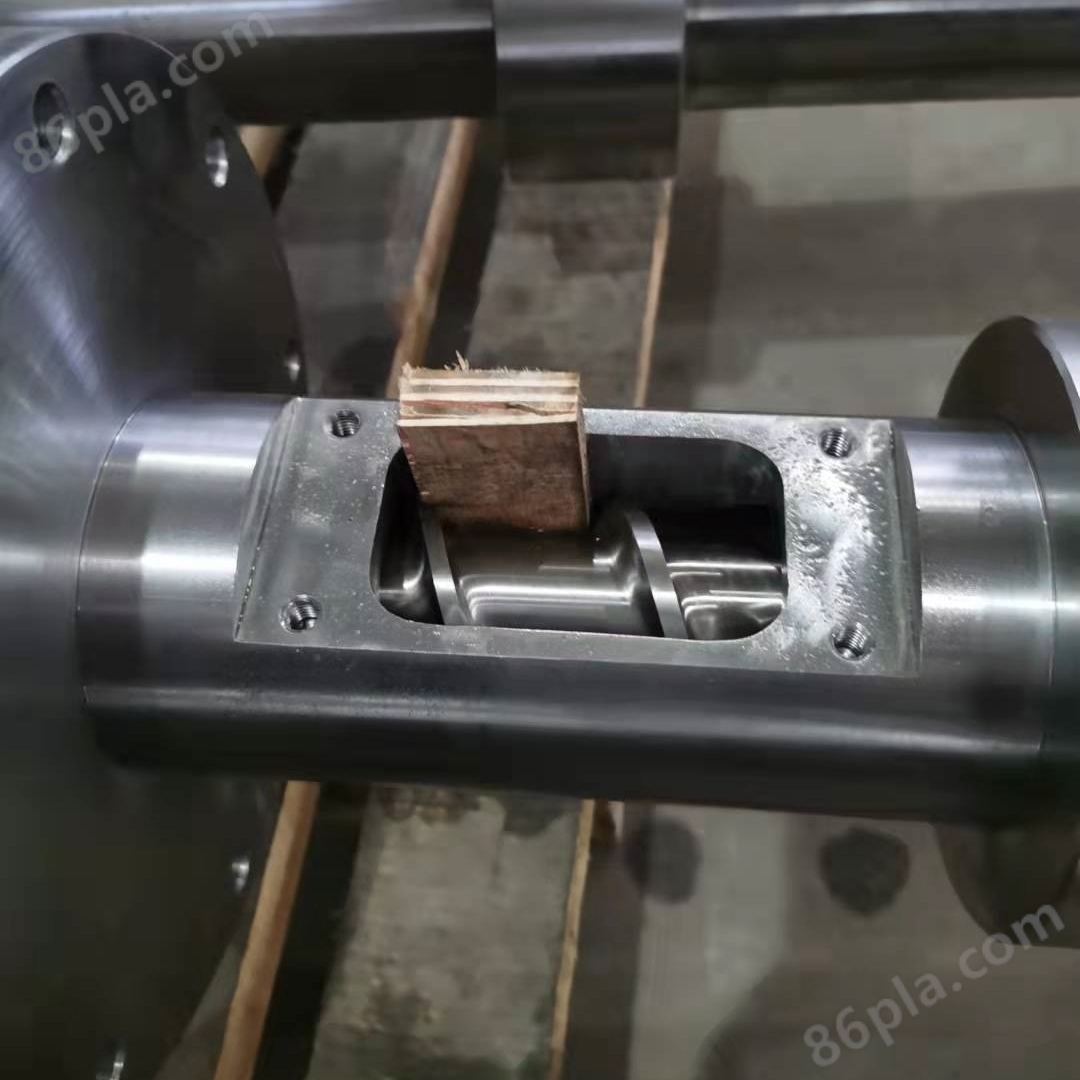
雙合金金屬無(wú)鹵機(jī)筒特點(diǎn):
1、螺桿制造應(yīng)選用耐磨、在高溫環(huán)境中工作變形小的合金鋼制造,精加工后的螺桿工作面應(yīng)耐磨、搞腐蝕,所以螺桿螺紋部分應(yīng)經(jīng)氮化處理和鍍硬鉻層,硬度為700-800HV。
2、空轉(zhuǎn)試機(jī)時(shí),注意螺桿不能長(zhǎng)時(shí)間空運(yùn)轉(zhuǎn);試機(jī)調(diào)試時(shí),空運(yùn)轉(zhuǎn)時(shí)間應(yīng)超過3min.
3、螺桿的折卸,一般可從后部頂出螺桿或用工具拔出螺桿。
4、螺桿及與其連接的各零部件清理干凈后,應(yīng)檢查各工作表面是否有劃痕和摩擦損傷面。出現(xiàn)輕微傷痕,應(yīng)用細(xì)砂布或油石進(jìn)行修磨。
5、螺桿工作表面出現(xiàn)嚴(yán)重磨損、傷痕溝較深時(shí),應(yīng)分析查清損壞原因,排除故障,以避免再次出現(xiàn)類似現(xiàn)象,然后對(duì)磨損的傷痕進(jìn)行處理。如果螺桿和機(jī)筒都磨損得比較嚴(yán)重時(shí),應(yīng)首先檢測(cè)兩零部件的配合間隙實(shí)際是多少,如果超出標(biāo)準(zhǔn)規(guī)定很多,此時(shí)應(yīng)更換螺桿。
6、裝配螺桿時(shí),與其他零件的結(jié)合面應(yīng)涂一層二硫化鉬耐熱脂,以方便下次拆卸。
7、暫時(shí)不用的螺桿,表面清潔處理后應(yīng)涂一層防護(hù)油,包好并吊掛于干燥通風(fēng)處。

機(jī)筒磨損原因分析:
1、制造螺桿和機(jī)筒用材料選擇不合理,使兩零件的工作強(qiáng)度不足,零件過早的出現(xiàn)變形或磨損。
2、精加工后,螺桿和機(jī)筒的工作表面熱處理工藝條件應(yīng)用不當(dāng),使表面硬度值沒有達(dá)到工作條件要求,加快兩零件的工作磨損。
3、操作不當(dāng),工藝溫度控制不穩(wěn)定,經(jīng)常出現(xiàn)被擠出原料分解。如擠塑聚氯乙烯樹脂時(shí),熔料分解要放出大量氣體,加劇了對(duì)兩零件工作表面的腐蝕。
4、螺桿擠塑原料長(zhǎng)時(shí)間在機(jī)筒內(nèi)轉(zhuǎn)動(dòng),原料與機(jī)筒,螺桿工作表面的摩擦使機(jī)筒內(nèi)徑逐漸加大,螺桿外徑逐漸縮小,這樣,螺桿與機(jī)筒兩零件的裝配工作間隙隨著兩零件工作面的磨損而逐漸變大。
5、被擠塑原料中如果混有碳酸鈣或玻璃纖維等填充料,會(huì)加劇兩零件的磨損。
6、擠塑生產(chǎn)過程中,由于擠塑原料溫度偏低或機(jī)筒內(nèi)隨入料混進(jìn)金屬異物,會(huì)使螺桿的上作轉(zhuǎn)動(dòng)扭矩突然增加,這個(gè)扭矩力超出螺桿的工作強(qiáng)度極限,就會(huì)使螺桿變形或扭斷。
















