
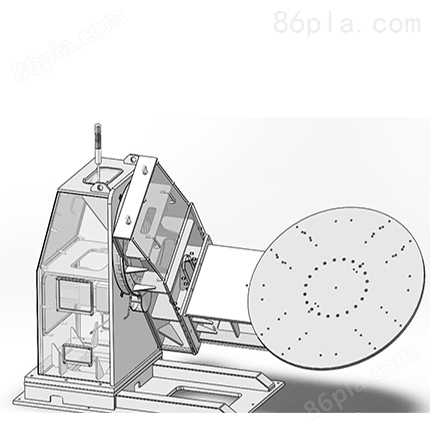

青島賽邦作為焊接變位機研發、生產、銷售、售后于一體的生產廠家,可以實現非標現貨定制,L型焊接變位機作為常見的焊輔設備,廣泛應用于管道、換熱器、鋼結構、汽車制造、五金、建筑等領域,提高各領域的焊接自動化水平。
青島賽邦生產的L型焊接變位機使焊件任一待焊焊縫變為船角焊、平焊和平角悍的理想位置焊接,從而易于焊接操作,保證焊接質量。
工作原理:
焊接變位機通過回轉和翻轉,來幫助焊縫更好地呈現,焊接變位機在工作中,電機帶動多級蝸輪減速器傳動,通過主軸實現工作臺回轉,電機采用變頻器無級調速,因而具有調速范圍寬、運行平穩等特點,手輪通過蝸桿、蝸輪傳動,從而帶動工作臺在120°范圍內翻磚,通過360°可控角度調整,提高了焊接精度。
技術參數:
| 型號 | CPL-30 | |
| 額定負載 | 3000kg | |
| 翻轉變位直徑 | 1500mm | |
| 水平回轉直徑 | 1200mm | |
| 軸回轉角度 | ±180° | |
| 第二軸翻轉角度 | ±360° | |
| 軸額定回轉速 | 15°/S | |
| 第二軸額定翻轉速 | 50°/S | |
| 重復定位精度 | ±0.1mm | |
| 換位軸心高度 | 1000mm | |
| 供電等級 | 三相200V,±10% 50HZ | |
| 絕緣等級 | H | |
焊接變位機調試:
1、進入手動操作界面并選擇正確的工具坐標。
2、進入校準,選擇定位器,選擇“基礎”。
3、將機器人工具移動到定位器轉盤上的標記處,點擊“修改位置”記錄位置。
4、將分度器旋轉一定角度,再次將機器人工具移動到分度器轉盤上的標記處,點擊“修改位置”記錄。
5、移動機器人離開定位器,并記錄點位,完成所有記錄后,點擊“確定”完成計算。
6、設置完成后,進行開始試驗,檢查回轉和翻轉角度是否正常以及與焊接機器人的協調運動;
7、檢查無誤后,進行批量焊接生產。
















