
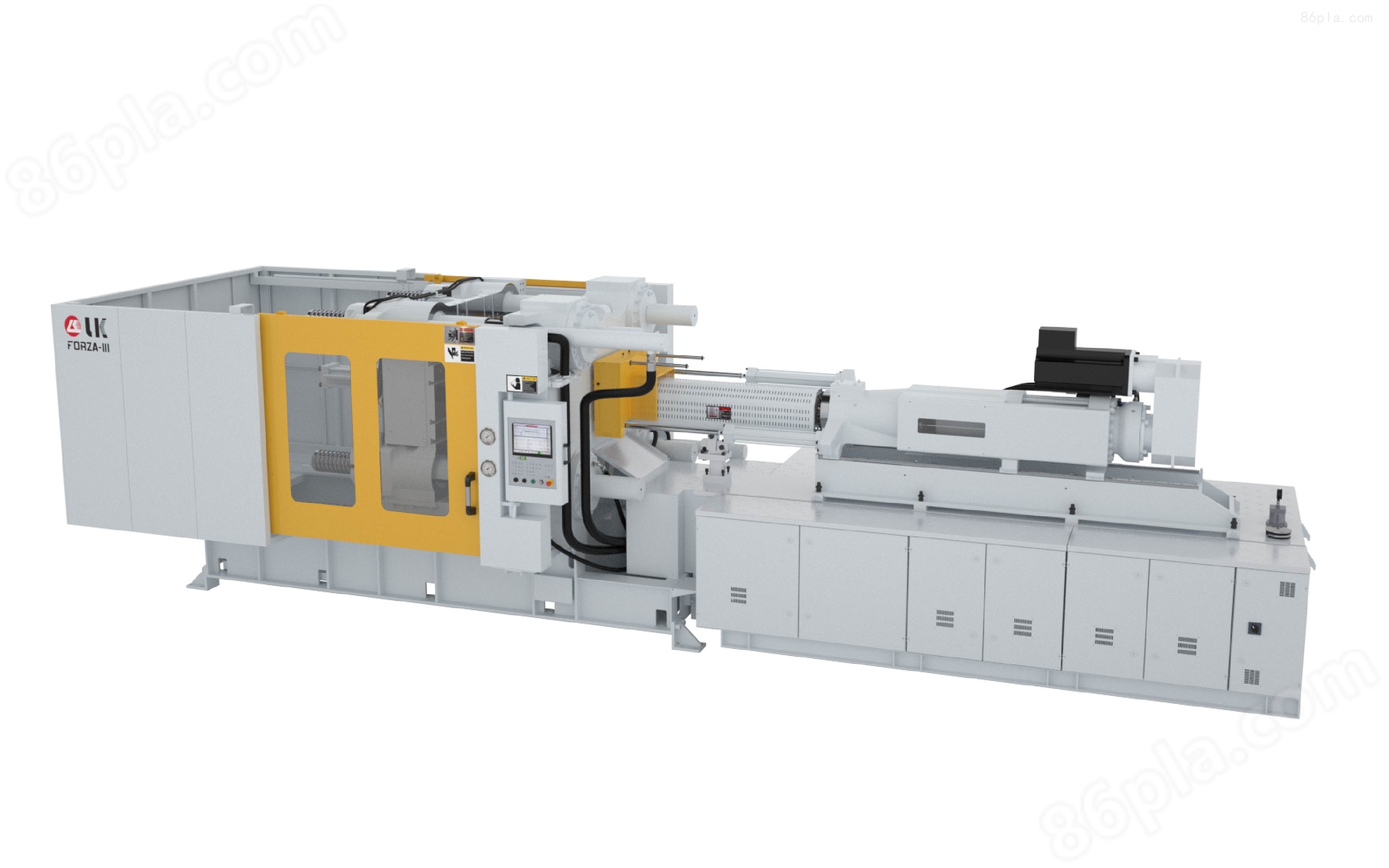
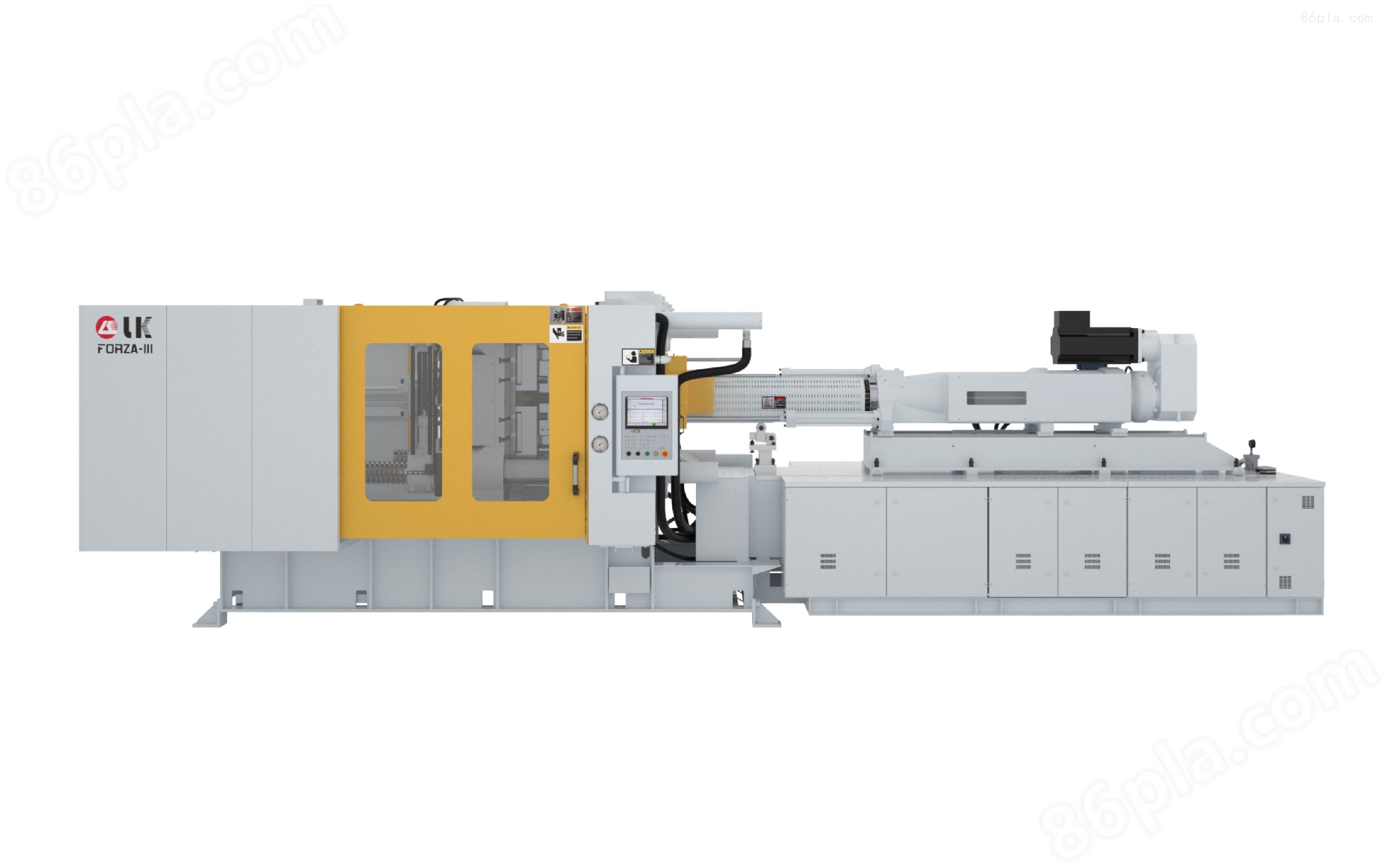




兩板式自動注塑機特點:
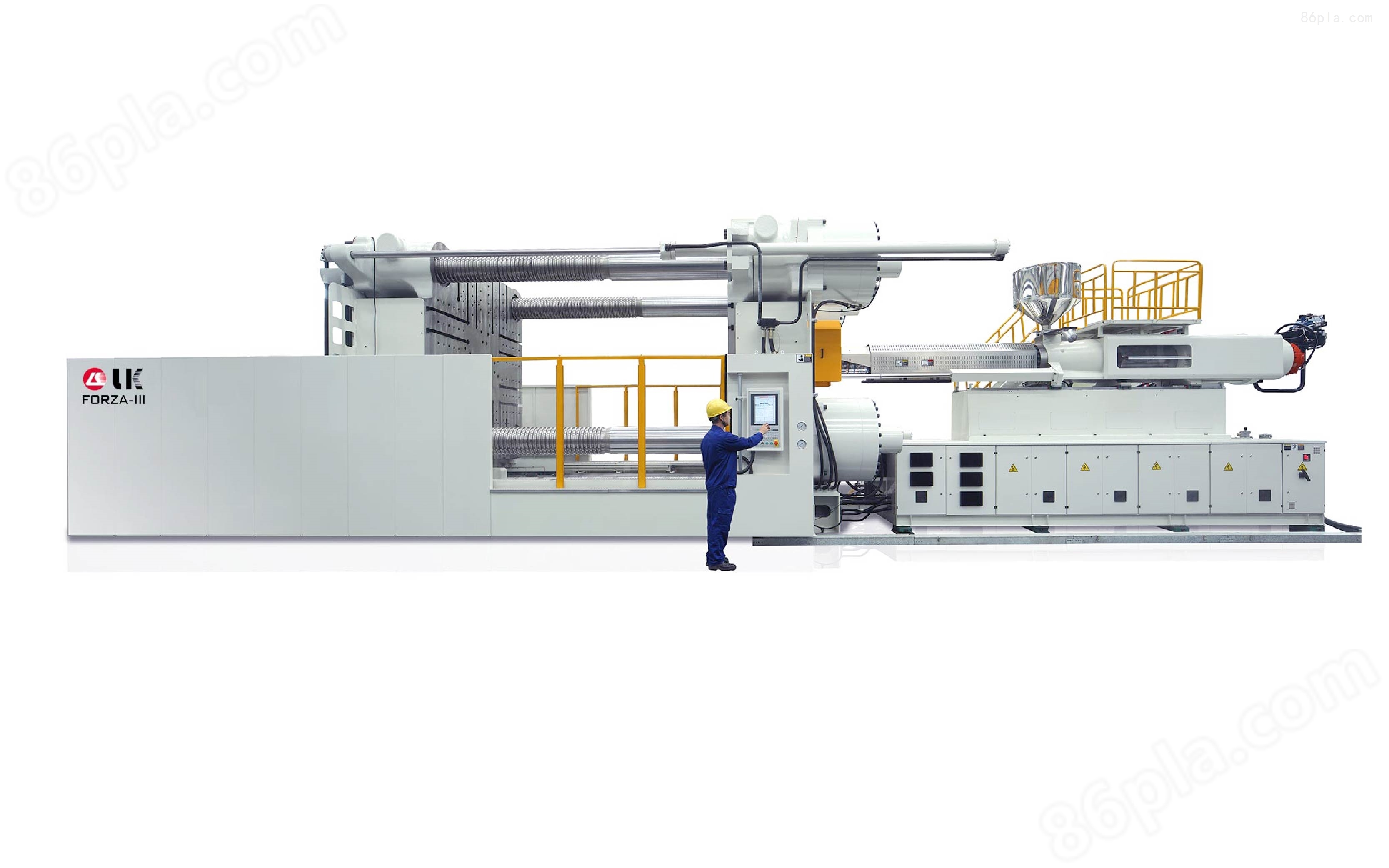
1、兩板式鎖模設計用較少的空間,提供合適的生產
2、鎖模及射料控制配合多種選配項,可適合各種不同行業的生產
3、有效的空循環性能
4、在大型的兩板機上引用伺服系統,可大大減低能耗
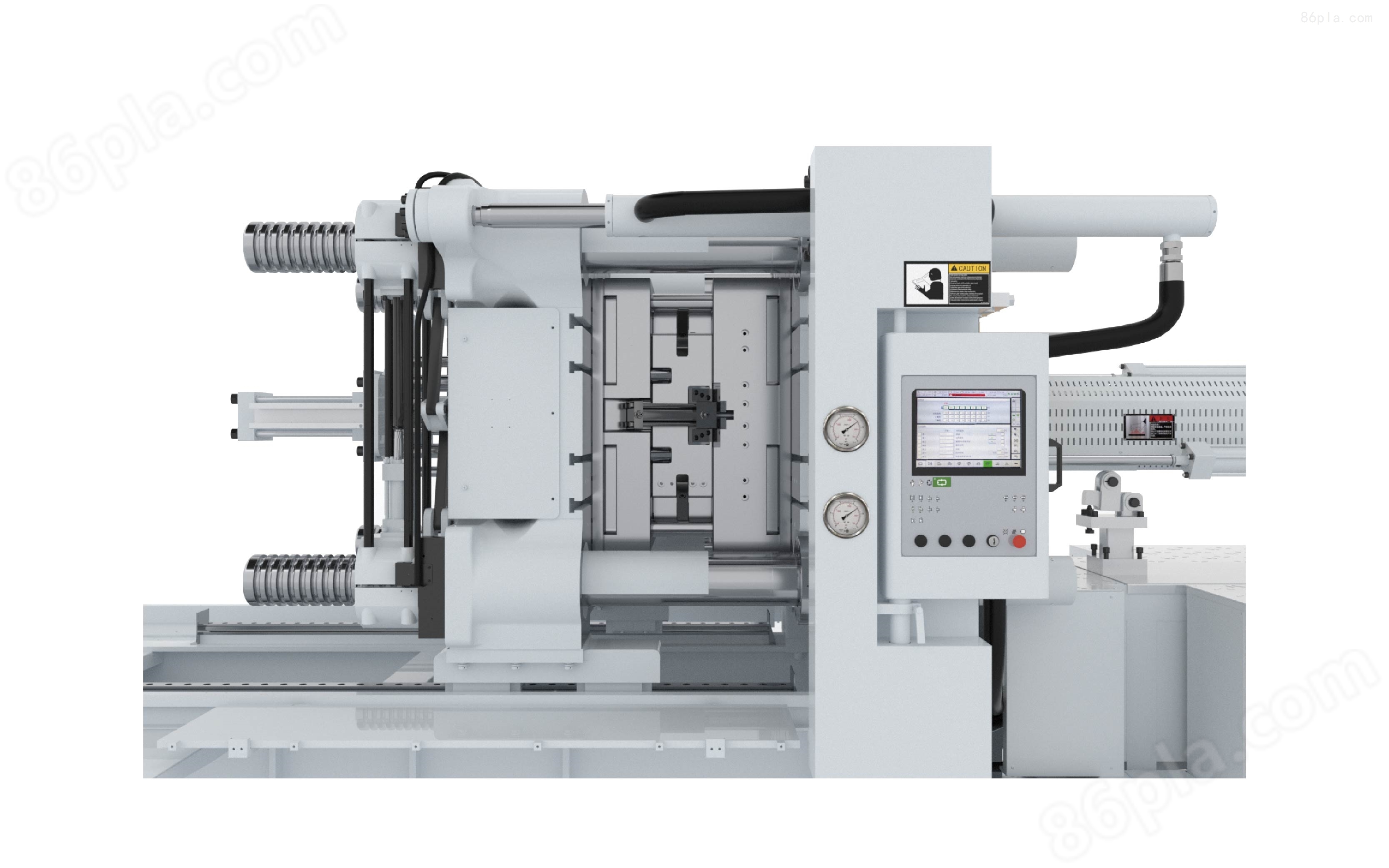
5、鎖模及注射動作使用線性導軌支撐
6、單缸注射系統確保良好的射料性能
7、提供鎖模力由4,500kN至70,000kN
兩板式自動注塑機注意事項:
兩板式自動注塑機注意事項:
1、開機前必須進行注塑機及輔機的各項點檢工作,確保設備屬于正常狀態(按L1設備運行記錄要求),如果發現存在什么問題,應該及時通知檢修人員。
2、打開注塑機電源,模溫機電源,一般模溫設定為80℃,干燥機電源(原料需要80℃干燥4h),冷水機電源,排風扇等電源,開啟注塑機油泵馬達 螺桿開始升溫。
3、用擦油紙擦試模具分型面,導柱,導套,滑塊,型腔,斜導柱上面的油污,將潤滑脂涂于導柱,導套,滑塊,斜導柱表面,防止模具在長時間工作中磨損。
4、確認模具狀況,檢查是否有損傷,油路是否暢通,各管路連接處是否連接到位,是否有漏油現象。
5、各項溫度達到要求開始排料,將下料口擋板打開,按下注塑機操作面板自動清料鍵,清料2-3次即可,清料完成后將噴嘴及模具唧嘴余料清理干凈。
6、開始生產前首先做2-3模帶端子的,之后可放繞線軸生產,生產5-10后做首檢,首檢標準見QI。
7、禁止用金屬硬物碰觸模具,防止摸具損壞。
8、在生產當中需配戴手套產品取,防止湯傷。
9、當設備正常運轉時不得隨意接觸設備活動位置,以免發生危險。
10、作業員在操作設備時,不能隨意更改注塑工藝參數,產品出現品質問題及時上報班組長。
11、停機十分鐘以上必須將料筒內物料排空,并將螺桿置于保溫狀態。
12、在生產過程中唧嘴 噴嘴及噴嘴上方的排氣孔部位容易出現漏料堆料的情況,注意經常觀察,及時清理。
13、操作過程中要隨時注意溫度,壓力的變化,如發現異常情況,應停機,關閉電源由機修員進行修理,恢復后在進行使用。
14、在自檢中若有疑問或發現產品與樣件有差異時應中止生產,及時報告檢驗員或班組長。
15、在生產過程中要經常檢查干燥器料桶內塑膠原料量,低于1∕2時及時加料,加料前檢查原料中有無異物及雜質。
16、停機時將下料口擋板關閉,炮筒內物料排空,關閉 炮筒加熱 注塑機馬達 模溫機 干燥機(根據需要) 注塑機 排風扇等電源。
17、生產結束時將設備周圍及內部料頭 料立打掃干凈。
18、避免在模具打開時,用射臺撞擊定模,以免定模脫落。
19、不得隨意拆卸,更改,捆死各安全保護裝置。
20、維修人員修機時操作者不準脫崗。
















