
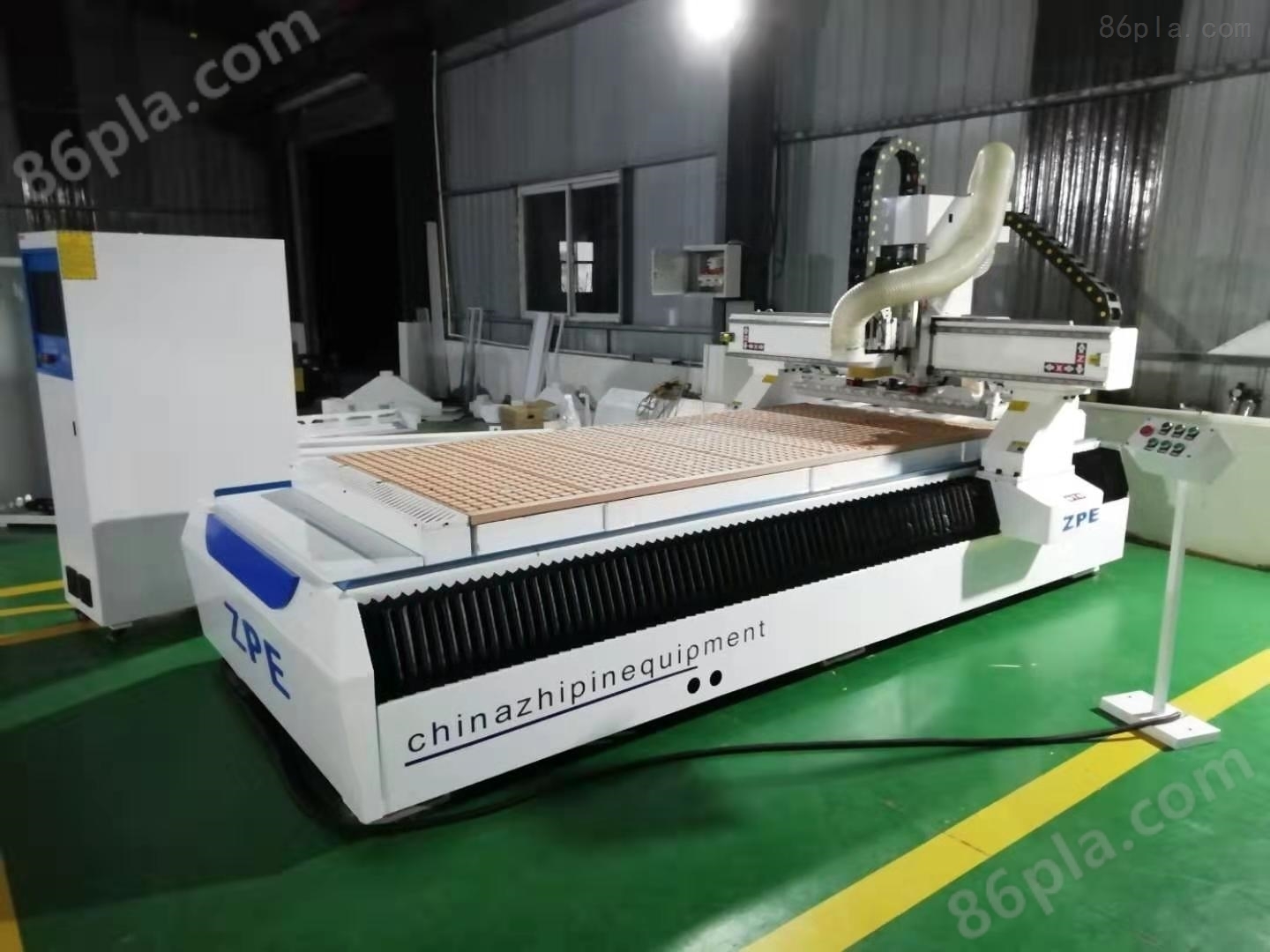

單工位直排換刀加工中心/直排自動(dòng)換刀中心
一、直排換刀加工中心主要技術(shù)參數(shù):
1 XYZ分辨率 mm 0.02mm/300
2 XYZ軸重復(fù)定位精度 mm 0.03
3 XYZ軸工作行程 mm 1300x2500x220
4 工作臺(tái)尺寸 mm 1300*2500
5 直排換刀加工中心大工作負(fù)重 kg 1500
二、基礎(chǔ)生產(chǎn)工藝特點(diǎn)介紹
龍門:1 直排換刀加工中心機(jī)床的龍門件采用加強(qiáng)鋼結(jié)構(gòu)件,內(nèi)腔采用內(nèi)置加強(qiáng)筋結(jié)構(gòu),采用矩管焊接結(jié)構(gòu)形式,并經(jīng)熱處理,抗扭、抗彎,具有較高的鋼性,預(yù)防隨使用年限的提升導(dǎo)致龍門件變形扭曲。
2 橫梁安裝直線導(dǎo)軌基準(zhǔn)面加焊帶鋼并經(jīng)過(guò)五面銑精銑攻絲,具有較高的接觸精度,以及固定螺絲的精準(zhǔn)定位,攻絲為通孔,加大連接深度,提高軌道固定穩(wěn)定性。
3直排換刀加工中心龍門下方立柱分兩個(gè)部分,一為機(jī)械力學(xué)設(shè)計(jì)大梯形鋼板支撐的主件,以及立柱與龍門連接處的結(jié)構(gòu)附件,兩部分均有五面銑精加工而成,經(jīng)由校正檢測(cè),可確保整體龍門件與床體工作面的平行。
4直排換刀加工中心應(yīng)用新式籠式構(gòu)架機(jī)身,床體上下兩部均有拉伸支撐桿,截面均為三角加強(qiáng)結(jié)構(gòu),符合幾何受力方向原理,增加機(jī)身自重,減少機(jī)身內(nèi)部變形以及運(yùn)行震動(dòng)提高基礎(chǔ)穩(wěn)定性。
5直排換刀加工中心床身安裝直線導(dǎo)軌以及傳動(dòng)齒條的基準(zhǔn)面經(jīng)過(guò)五面銑加工中心銑平攻絲而成,具有較高精度的接觸精度。采用高強(qiáng)度螺栓固定,定位點(diǎn)五面銑找準(zhǔn)攻絲,提高整個(gè)固定位的精準(zhǔn)度以及螺栓穩(wěn)定性。
單工位直排換刀加工中心/直排自動(dòng)換刀中心















