

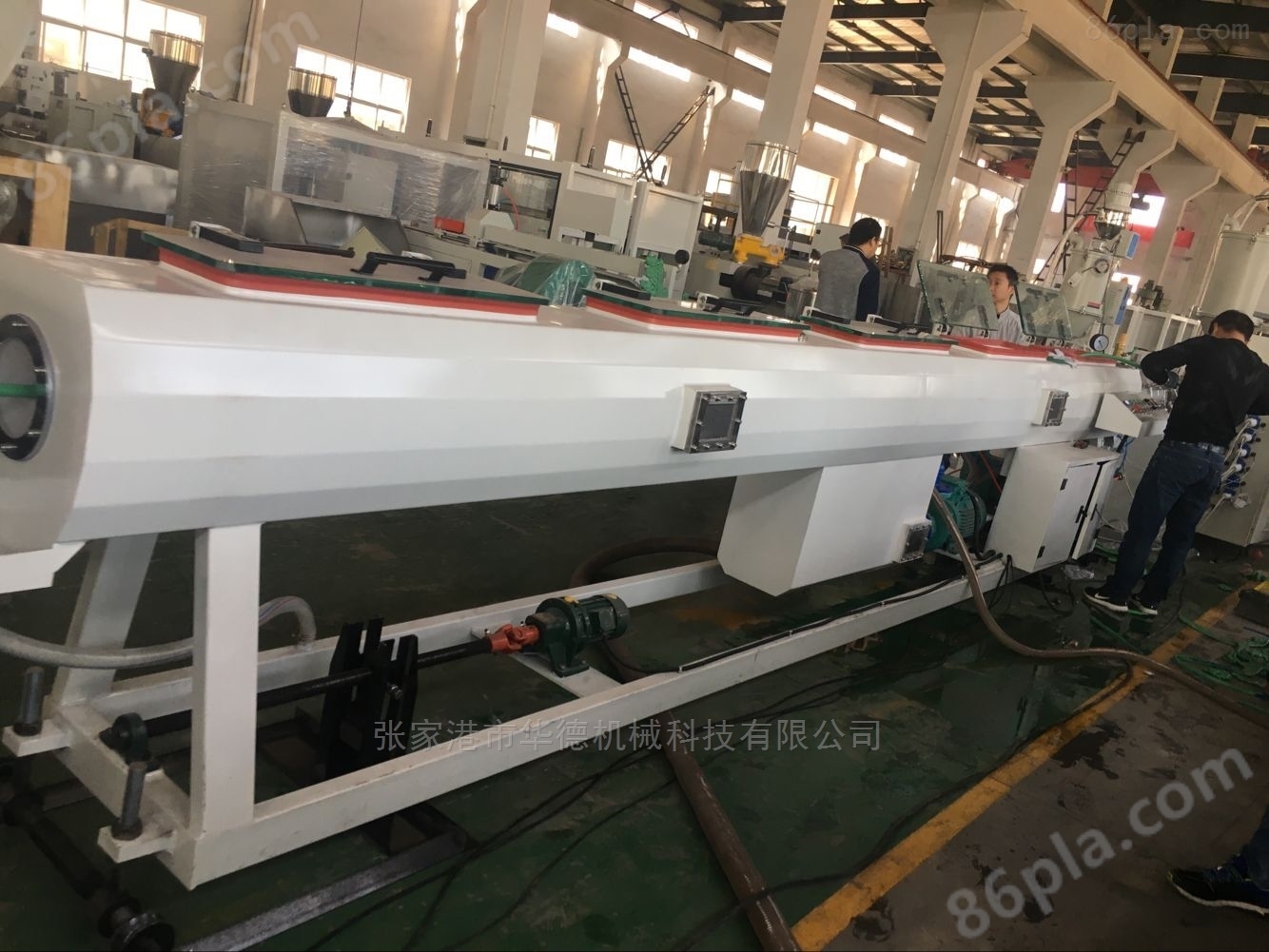







PE管材擠出生產線簡介:
該機的螺桿采用屏障式結構,機筒擁有*的溝槽式結構,以便達到良好的塑化和混煉效果。HDPE(PP、ABS)大口徑管材則采用籃式模具的特殊設計,降低溶解溫度和主機壓力,達到很好的混合效果,從而使產量得到保證。
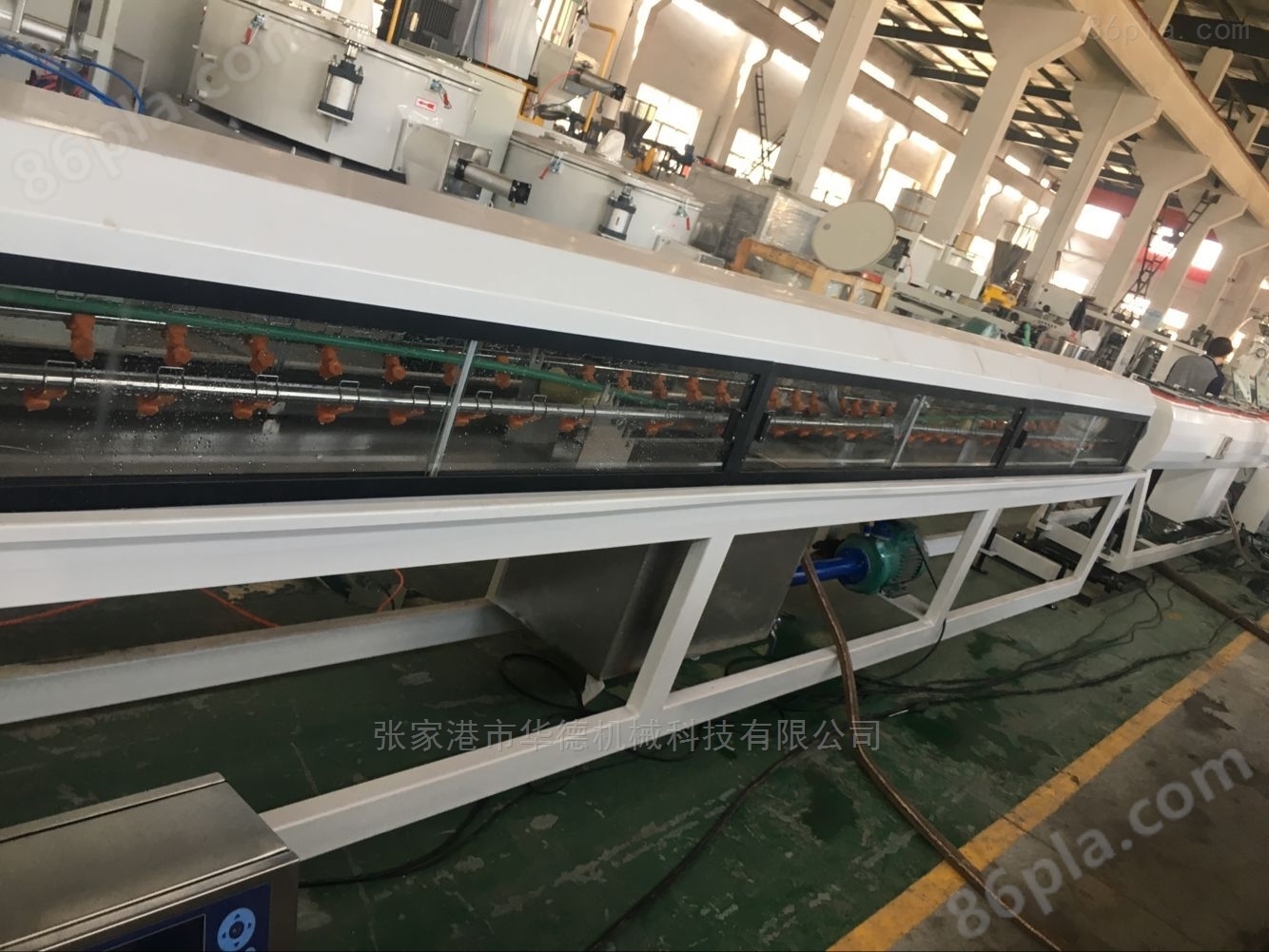
冷卻和定徑系統的*設計,使用水循環冷卻HDPE(PP、ABS)原料,都適合上述原料的冷卻。設計上的*性可以提高直徑尺寸的穩定性和圓整度,滿足厚壁管生產的需要。
真空定徑箱的特殊設計,可以確保直徑尺寸的穩定和圓整度,速度控制系統,使牽引速度穩定。整條生產線可采用PLC控制,液晶屏幕控制面板,操作簡便。可以配備色標擠出機,使生產的管材有色標線。
PE管材擠出生產線注意事項:
1、開機前要檢查好加熱圈是否完好,熱電偶是否插好,測溫是否準確。
2、啟動時要待加熱溫度到達設定的工藝溫度并保溫一定時間后才能啟動。以防電機、螺桿等部件損壞。
3、主機啟動時必須先低速運行數分鐘,將機筒內上次余留的熔料排盡,待熔體壓力和主機電流穩定后方能提速,以免噴料傷及人員。
4、設備運行中要隨時觀察溫度、電流、熔體壓力等參數。并觀察電機、減速箱的發熱情況,有異常時要及時查明原因并加以排除。
5、加熱時間視機頭的大小,63機的機頭不少于3小時,250機頭不小于6小時,450機頭不小于8小時。
6、模具的選擇:要根據產品規格選擇相應模具,如果模具選擇不當會給生產帶來困難。
7、模具的保護:模具的好壞決定了產品的質量,模具的材料一般為模具鋼,表面作鍍鉻處理,硬度差。因此在拆裝和搬運過程中一定要保護好,不能有劃傷和碰撞等。模具一般不能直接放置在地面上,應放于橡膠或木板上為宜。更換模具時不能用堅硬的利器敲打。
8、口芯模的同心度的調整:實壁管生產線的口芯模的調節遵循“松薄頂厚”原則。就是把間隔小的方向的螺絲松開,擰緊間隙大的方向的螺絲。
9、加熱圈的保護:一般來說,加熱圈的使用命很長,往往是在拆卸的過程中損壞的,因此,加熱圈在拆卸過程中要格外小心。
















