
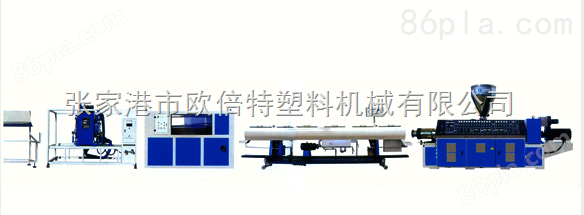

塑料管材擠出生產線簡介:
由錐形(平行)雙螺桿擠出機、真空定型臺、牽引機、切割機、翻料架等組成。螺桿擠出機及牽引機采用進口文流變頻凋速裝置, 真空泵及牽引電機均采用優質產品。牽引機有二爪、三爪、四爪、六爪等牽引方式。可選用鋸片切割式或行星切割式, 另帶計長儀及增厚裝置,機組性能可靠、生產效率高。本公司可以根據用戶的要求, 配備裝置后生產內壁螺旋管、 內壁空心管和芯層發泡管。
特點
1、高速擠出,高效塑化;
2、穩定牽引裝置,確保生產出高品質的管材;
常見問題:
1、管子表面有焦跡可能原因是機身或機頭溫度過高;機頭和過濾器沒清理干凈;粒料中有雜質;原料熱穩定性差或熱穩定劑量過少;控制溫度儀表失靈。
2、管材表面有黑色條紋可能原因機頭溫度過高,過濾器沒清理干凈。
3、管材表面無光澤可能是口模溫度過低或過高。
4、管材表面有皺紋可能是口模四周溫度不均勻;冷卻水太熱;牽引太慢。
5、管材內壁毛糙可能是芯棒溫度偏低;機身溫度過低;螺桿溫度過高。
6、管材內壁有裂紋可能是料有雜質;芯棒溫度過低;機身溫度低;牽引速度過快。
7、管內壁有凹凸不平可能螺桿溫度過高;螺桿轉速太快。
8、管內壁有氣泡可能料受潮了。
9、管壁厚度不勻可能口模,芯模沒有對正;機頭溫度不均勻;牽引不穩定;壓縮空氣不穩定。
10、管材彎曲可能管材壁厚不勻;機頭四周溫度不均勻;機頭冷卻槽,牽引切割中心沒有對正;冷卻槽兩端孔不同心。
11、制品發脆可能機身塑化程度不夠;螺桿轉速太快;機頭溫度太低;樹脂黏度過高。
12、管材縱向或橫向收縮大可能定徑套與口模內徑的徑向差大(橫向);牽引速度偏高(縱向)。
13、突然出料慢可能螺桿加料段溫度高;機身進水;機頭溶體壓力小。
塑料管材擠出生產線技術參數:
| 型號 | PVCG-110 | PVCG-160 | PVCG-250 | PVCG-315 | PVCG-400 | PVCG-630 |
| 所配擠出機 | SJZ51/105 | SJZ65/132 | SJZ65/132 | SJZ80/156 | SJZ80/156 | SJG92/188 |
| 管材范圍(mm) | Ф50-Ф110 | Ф50-Ф160 | Ф75- Ф250 | Ф110-Ф315 | Ф200-Ф400 | Ф315-Ф630 |
| 真空定型箱長度(mm) | 6000 | 6000 | 6000 | 6000 | 6000 | 6000 |
| 牽引速度(m/min) | 0.6-6 | 0.5-5 | 0.4-4 | 0.3-3 | 0.2-2.5 | 0.2-1.5 |
| 裝機容量(kw) | 67 | 85 | 95 | 125 | 135 | 255 |
| 總長度(mm) | 17000 | 18000 | 20000 | 20500 | 28000 | 30000 |
















