



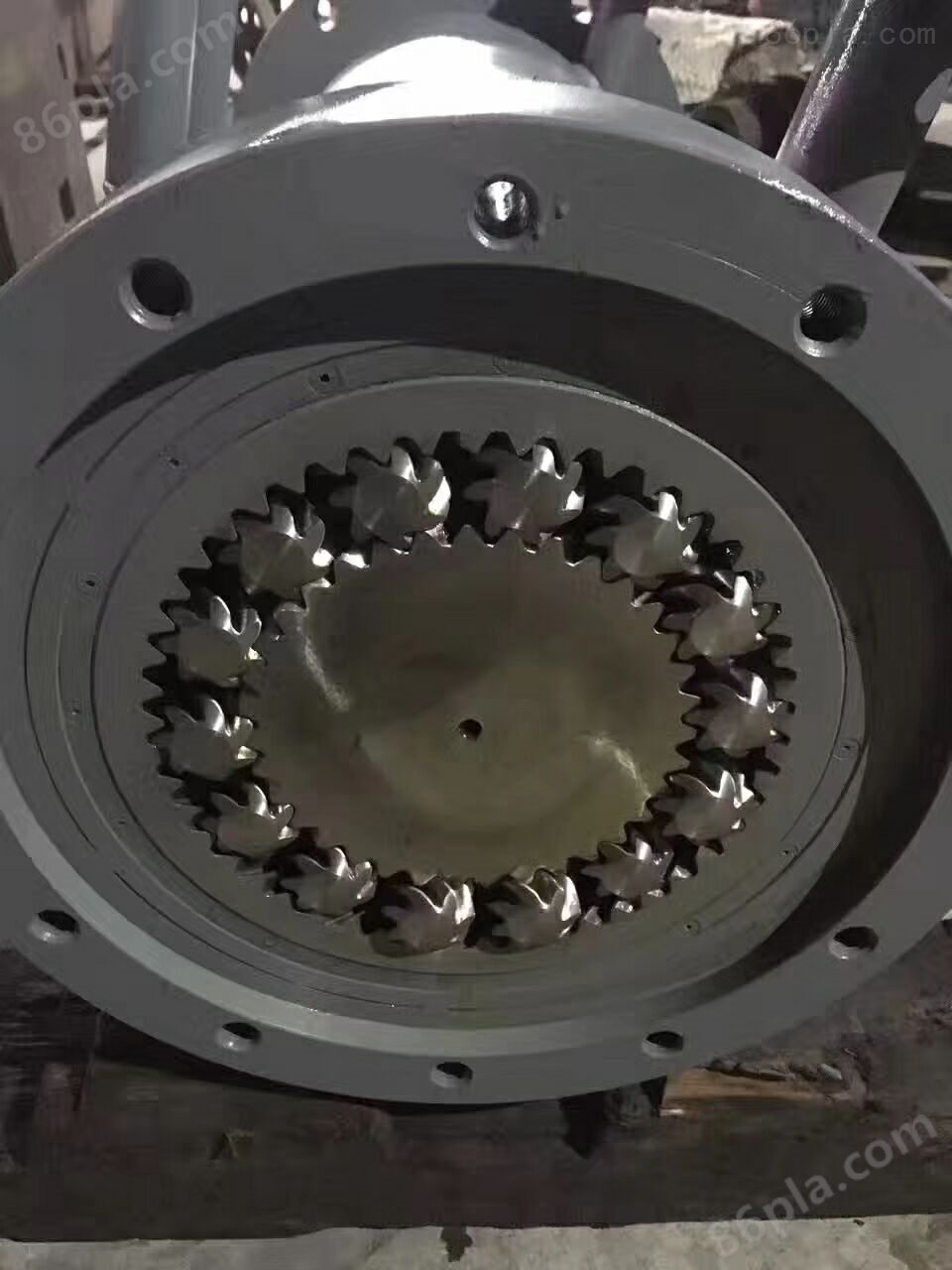




生產(chǎn)行星螺桿簡(jiǎn)介:
采用進(jìn)口全硬合金鋼,耐高溫650度以下,整體硬度HRC58°-62°,耐磨、耐腐、耐高壓,光潔度Ra0.4um;機(jī)筒K6鈷基合金材料,耐高溫、耐高速、耐高壓、耐磨、耐腐蝕型,適合PM、PP、PBT、ABS+PC、PET+GF、SPVC、RPVC、TPU、PA等工程料加40%-60%玻纖;同時(shí)適用于添加鐵粉、磁粉、銅粉、鋁粉。SKD61/K1螺桿/機(jī)筒SKD61螺桿進(jìn)口材料,耐高溫500度以下,真空氮化,整體硬度HRC58°-60°,氮化表面深度:0.5-1.0mm,機(jī)筒K1鐵基合金材料,耐磨經(jīng)濟(jì)型,光潔度:Ra0.4um;適合工程料加20%以下玻纖。適合混色PC、PC+ABS合金料、PC+20%以下玻纖、PE+礦粉、尼龍PA+20%玻璃纖等。
特點(diǎn):
1. 非結(jié)晶性塑料,無(wú)明顯的熔點(diǎn),玻璃化溫度140℃-160℃,熔融溫度215℃-225℃,成型溫度230℃-320℃;
2. 粘度大,加工溫度高,范圍窄,易分解,選用螺桿時(shí)避免過(guò)熱的現(xiàn)象;
3. 對(duì)水分敏感,高溫下樹(shù)脂易水解,干燥溫度120℃-130℃,時(shí)間4小時(shí)左右。
生產(chǎn)行星螺桿維護(hù)注意事項(xiàng)
1、螺桿未達(dá)到預(yù)調(diào)溫度時(shí),切勿啟動(dòng)機(jī)器。
2、防止金屬碎片及雜物落入料斗,若加工回收料,便需加上磁性料斗以防止鐵屑等進(jìn)入料筒。
3、使用防涎時(shí)要確定料筒內(nèi)塑料*熔融,以免螺桿后退時(shí)損壞傳動(dòng)系統(tǒng)零件。
4、使用新塑料時(shí),應(yīng)把螺桿的余料清洗干凈。
5、當(dāng)熔融塑料溫度正常但又不斷發(fā)現(xiàn)熔融塑料出現(xiàn)黑點(diǎn)或變色時(shí),應(yīng)檢查膠螺.
6、在加工時(shí),盡量使物料塑化均勻,不要讓金屬異物混入料中,減少螺桿轉(zhuǎn)動(dòng)扭矩力
















