







平雙木塑機筒螺桿工作原理:
物料經過加料口,在旋轉螺桿的作用下,被搓成團狀并沿螺槽滾動前進,因螺桿的剪切、壓縮與攪拌作用,物料受到進一步的混煉和塑化,溫度和壓力逐步升高,呈現出粘流狀態,并以一定的壓力和溫度通過機頭,后得到所需形狀的制品。
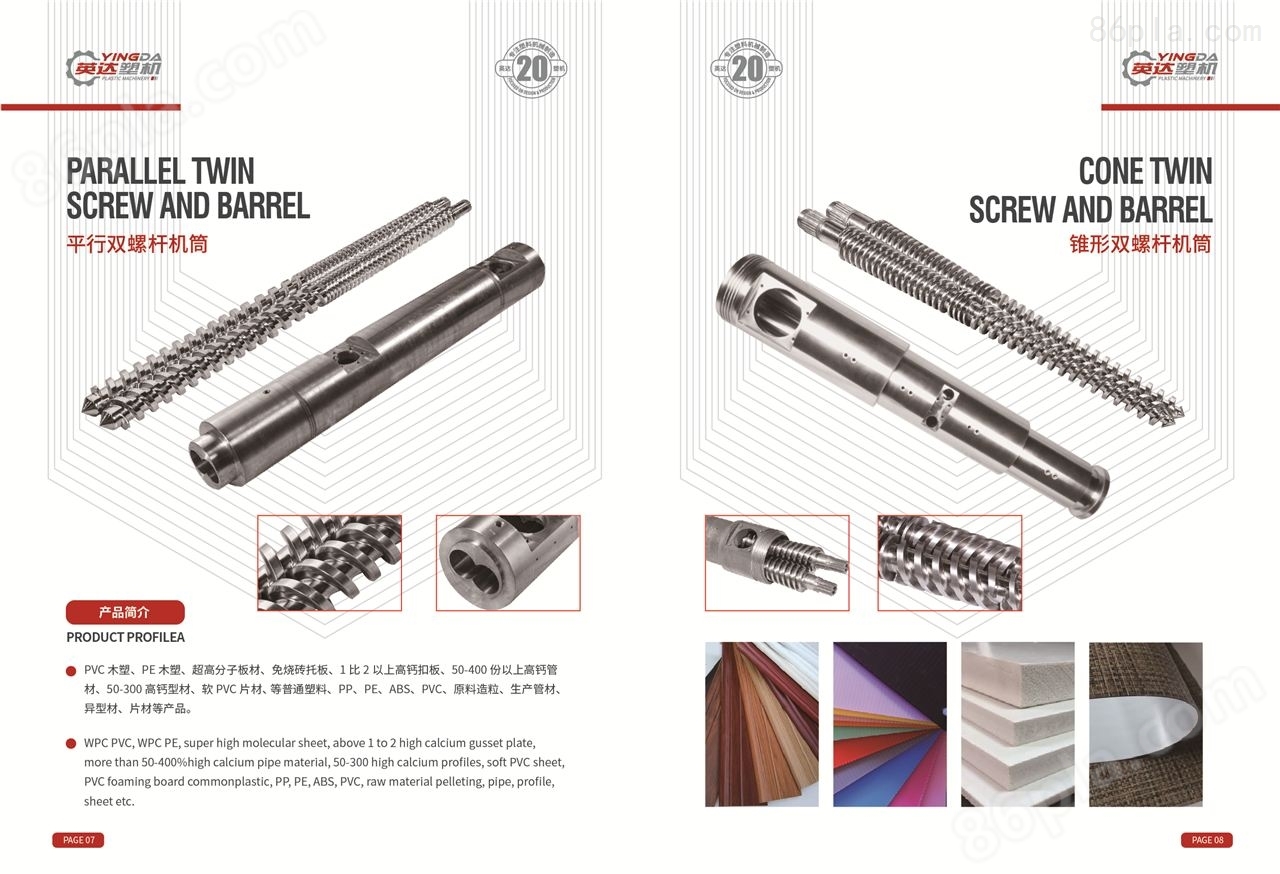
適用范圍
PVC木塑、PE木塑、超高分子板材、免燒磚托板,1比2以上高鈣扣板,50—400份以上高鈣管材,50—300高鈣型材,軟PVC片材,PVC發泡板等普通塑料、PP、PE、ABS、PVC、原料造粒、生產管材、異型材、片材等產品。
技術指標
螺桿直徑:φ45-φ200 (根據客戶需求)
長徑比:16-35
螺桿壓縮比可根據不同產品和配方進行設計。
調質硬度:HB280-320
氮化硬度:950-1100HV
氮化深度:0.50-0.80mm
氮化脆性:≤2級
表面粗糙度:Ra 0.4μm
螺桿直線度:0.015mm/m
合金層硬度:HRC60-72
合金層深度:≥3mm
氮化后表面鍍鉻層硬度:≥950HV
鍍鉻層厚度:0.025~0.10mm
平雙木塑機筒螺桿維護注意事項:
1、螺桿未達到預調溫度時,切勿啟動機器。
2、防止金屬碎片及雜物落入料斗,若加工回收料,便需加上磁性料斗以防止鐵屑等進入料筒。
3、使用防涎時要確定料筒內塑料*熔融,以免螺桿后退時損壞傳動系統零件。
4、使用新塑料時,應把螺桿的余料清洗干凈。
5、當熔融塑料溫度正常但又不斷發現熔融塑料出現黑點或變色時,應檢查膠螺.
6、在加工時,盡量使物料塑化均勻,不要讓金屬異物混入料中,減少螺桿轉動扭矩力。
















