







| 空調(diào)底板掛耳雙頭點焊 | 空調(diào)底板掛耳焊后成型美觀牢固 |


| 上海大眾 | 上海匯眾 | 上海通用 | 長安汽車 |

| LG電器 | 大金電器 | 海爾電器 | 美的電器 |

| 安特精密 | 東山鈑金 | 吉利汽車 | 康力電梯 |

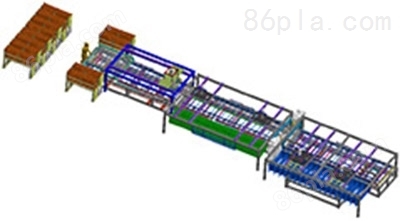
空調(diào)外機底板掛耳自動點焊生產(chǎn)線
空調(diào)外機底板掛耳(支架)自動點焊生產(chǎn)線是蘇州安嘉為客戶量身定制的焊接空調(diào)底板與掛耳(支架)的全自動點焊生產(chǎn)線,整線自動上下料,機器人操作,自動焊接,中間無需人員介入,整線只需2人在線,減少了12個人工,幫客戶基本實現(xiàn)了人工智能化。具體優(yōu)勢特點如下:


此焊接線用于空調(diào)底板和掛耳(支架)的全自動焊接,采用自動輸送機構(gòu),配置為中頻電源同時焊接兩側(cè)支架;空調(diào)底板采用機器人從上料倉自動抓取,然后輸送至焊接工位,兩側(cè)的掛耳采用振盤自動推送至工位,然后啟動焊接,焊接完成后工件由輸送至下料工位,由機器人抓取放至下料倉,中間不需要人員介入,減少了人為因素造成的焊接不穩(wěn)定,保證了焊接品質(zhì),減少人工,實現(xiàn)了原需14人焊接,現(xiàn)全程只需2人,減少了12個人工;

根據(jù)鍍鋅板的焊接特殊性,安嘉工藝工程師通過各種測驗,改變原來的焊接工藝,采用新的鍍鋅板特殊工藝,我們選用了中頻逆變電源,放電時間短、爬升速度快、直流輸出,使得生產(chǎn)中更加的穩(wěn)定和快捷,同時保證了焊后產(chǎn)品的牢度及外觀的達標,合格率達到99.99%以上,還節(jié)能30%以上;

利用流水線方式拆分整個焊接流程,節(jié)拍定位6秒一個工件,效率在原來的基礎上提高了200%。



KK工業(yè)空調(diào)底板自動點焊生產(chǎn)線定制項目介紹

KK公司,是從事白色家電的制造,是當?shù)?制造企業(yè),*和美的、格力、海爾等家電供應制造加工件。現(xiàn)有空調(diào)外機底板掛耳(支架)的焊接,現(xiàn)有設備焊接遇到如下問題:
1、焊接效率特別低:每個工件有4個焊接位置,且人工難以定位,每個點的相對位置要求不超過1mm,組裝困難大。
2、焊接穩(wěn)定性:工件本身鍍鋅,對焊接的穩(wěn)定性又提升了一個檔次,工人需要花費時間來保證焊接的一致性條件,影響焊接的節(jié)拍。
3、牢度外觀不達標:工件焊接完成后需要安裝固定在外部,整個承受重量需要依靠焊接位置保證,對焊接的牢度有一定的要求,而人工焊接品質(zhì)不穩(wěn)定,經(jīng)常有虛焊現(xiàn)像,牢度不能保證。
以上三個問題,客戶一直很頭痛,找不到解決的辦法。


KK在2019年8月1日在網(wǎng)上找到我們,和我們的銷售工程師討論并想定制如下要求的焊機:
1、焊接效率要求在原有的基礎上提高*;
2、外觀合格率要在原有的基礎上提高70%;
3、解決焊接不穩(wěn)定問題;
4、原有的需要14人作業(yè),現(xiàn)需要精減到4人;
根據(jù)客戶所提的要求,現(xiàn)有標準點凸焊機根本無法實現(xiàn),怎么辦?

根據(jù)客戶所提各項要求,公司研發(fā)部、焊接工藝部、銷售部共同召開了新項目研發(fā)會議,一起探討工藝、夾具、結(jié)構(gòu)、饋電方式、配置,列出關鍵風險點、并逐個做出了解決方案,確定了基本方向和技術細節(jié)如下:
1、根據(jù)以上要求,我們基本確定了方案,整線自動上下料,實現(xiàn)整線機器人操作,自動焊接,整線只需2人在線操作,基本實現(xiàn)了人工智能化,并做出了如下工序排序:

2、工件打樣測試:安嘉焊接工藝師以的速度做了打樣的簡易夾具,用我們現(xiàn)有的中頻焊機打樣測試,經(jīng)過雙方5天的來回測試并做好拉拔檢測,基本確定好焊接參數(shù);
3、焊機電源選型:研發(fā)工程師和焊接工藝師一起溝通并根據(jù)客戶要求算出了選型功率,確認為ADB-160*2的中頻電源;
4、焊接線的穩(wěn)定性:我司采用核心部件全部"進口配置";
5、自動焊接線優(yōu)勢:
1)實現(xiàn)全自動焊接,減少了人工,保證焊接穩(wěn)定性:此焊接線用于空調(diào)底板和掛耳的全自動焊接,采用自動輸送機構(gòu),配置為中頻電源同時焊接兩側(cè)支架;空調(diào)底板采用機器人從上料倉自動抓取,然后輸送至焊接工位,兩側(cè)的掛耳采用振盤自動推送至工位,然后啟動焊接,焊接完成后工件由輸送至下料工位,由機器人抓取放至下料倉,中間不需要人員介入,減少了人為因素造成的焊接不穩(wěn)定,保證了焊接品質(zhì),減少人工,實現(xiàn)了原需14人焊接,現(xiàn)全程只需2人,減少了12個人工;
2)工藝革新,牢度外觀全達標,節(jié)能:根據(jù)鍍鋅板的焊接特殊性,安嘉工藝工程師通過各種測驗,改變原來的焊接工藝,采用新的鍍鋅板特殊工藝,我們選用了中頻逆變電源,放電時間短、爬升速度快、直流輸出,使得生產(chǎn)中更加的穩(wěn)定和快捷,同時保證了焊后產(chǎn)品的牢度及外觀的達標,合格率達到99.99%以上,還節(jié)能30%以上;
3)焊接效率高:利用流水線方式拆分整個焊接流程,節(jié)拍定位6秒一個工件,效率在原來的基礎上提高了200%。
6、交貨期:60個工作日。

| 客戶現(xiàn)場圖 |

| 空調(diào)底板掛耳雙頭點焊 | 空調(diào)底板掛耳焊后成型美觀牢固 |

安嘉把上述技術方案、細節(jié)和KK一來二去的討論,雙方達成一致后簽訂了《技術協(xié)議》,作為設備研發(fā)設計、制造、驗收的標準,因為我們的考慮周到感動了客戶,并于2019年8月12日與KK公司達成了訂單協(xié)議。



在確定設備技術協(xié)議、簽訂合同后,安嘉的項目經(jīng)理時間開生產(chǎn)項目啟動會,確定了機械設計、電氣設計、機械加工、外購件、裝配、聯(lián)調(diào)時間節(jié)點和客戶來廠預驗收、整改、總檢和交貨時間,并通過ERP系統(tǒng)有序的排發(fā)各部門工單、督促跟進各部門的工作進程。
一晃60個工作日過去,KK定制型空調(diào)外機底板掛耳自動點焊生產(chǎn)線經(jīng)過老化試驗完工了,經(jīng)過我們的專業(yè)的售后工程師在客戶現(xiàn)場經(jīng)過7天的安裝調(diào)試和技術、操作、維護培訓,設備已正常投入生產(chǎn)并全部達到了客戶的驗收標準;
四、KK公司對該空調(diào)外機底板掛耳自動點焊生產(chǎn)線際生產(chǎn)和焊接效果非常滿意,幫他們解決了焊接品質(zhì)問題、提高了焊接效率、節(jié)省了人工,也給予我們充分的肯定和好評!


客戶是我們的導師,
您需要焊接什么材質(zhì)的產(chǎn)品?
您需要什么焊接工藝?什么焊接要求?
需要全自動的、半自動的、是生產(chǎn)線、還是流水線?
請盡管提出來,安嘉都可以為您研發(fā)定制"。


| LG微波爐凸焊生產(chǎn)線 | 安特汽車電器自動焊接線 | 本特勒熱成型鋼螺母凸焊生產(chǎn)線 | 常熟開關銀觸點焊接線 |























